O desafio
por Wenhe Yang Soemon Takakuwa (Universidade de Chuo)
Conforme apresentado na Conferência de Simulação de Inverno de 2017
O ambiente do setor 4.0 permite a comunicação direta entre o chão de fábrica do fabricante e um cliente. Assim, o fabricante é capaz de responder às solicitações dos clientes mais rapidamente, o que significa que os fabricantes agora precisam controlar com mais rigor o planejamento e a programação do chão de fábrica. Aqui apresentamos um modelo de programação baseado em simulação para o controle dinâmico do chão de fábrica do Sistema de Manufatura Flexível. O pedido do cliente e a tabela de sequência de processamento dos produtos são importados para o modelo de simulação. Os experimentos são implementados para o caso em que o sistema encontra condições inesperadas. A abordagem proposta representa uma ferramenta em potencial para que os fabricantes tomem decisões em tempo real, conectando-se ainda mais ao Enterprise Resource Planning e ao Manufacturing Execution System.
Introdução
Em um ambiente do setor 4.0, os sistemas ciberfísicos se comunicam entre si e com participantes humanos em tempo real por meio da Internet das Coisas (IoT). Isso permite a comunicação direta entre o chão de fábrica do fabricante e um cliente e, portanto, a personalização em massa será adotada como um sistema de produção (Takakuwa 2016). Os problemas de planejamento e programação de processos no sistema de produção que atribui trabalhos e materiais às máquinas e decide as sequências de processamento de trabalhos afetam gravemente o desempenho do sistema. No ambiente da Indústria 4.0, a crescente personalização dos produtos exige que esses sistemas lidem com um número maior de variantes de produtos, bem como com lotes menores e, portanto, os sistemas de manufatura estão se tornando cada vez mais complexos para lidar com essas situações incertas (Kück et al. 2016).
O Sistema de Manufatura Flexível (FMS) é um sistema integrado de módulos de máquinas de manufatura e equipamentos de manuseio de materiais sob o controle de um sistema de computador e permite o processamento aleatório automático de peças paletizadas (ElMaraghy 2005). O FMS é altamente automatizado e complexo, e cada máquina pode processar no máximo um trabalho em um determinado momento. Entretanto, organizar qual trabalho é atribuído a qual máquina e manter o controle do chão de fábrica em um sistema job-shop é mais difícil do que em um sistema flow-shop devido à variação dinâmica. Portanto, o método de simulação é uma abordagem comprovada para projetar e analisar o FMS.
A pesquisa tradicional de planejamento e programação concentra-se em como fornecer uma programação determinada ao sistema. No entanto, quando os sistemas de manufatura se deparam com condições inesperadas, como quebra de máquinas e pedidos urgentes, a programação predeterminada pode não ser mais a ideal ou pode se tornar inoperante devido a essas interrupções inesperadas (Zhang e Wong 2017). Além disso, à medida que a variabilidade do tempo de processamento aumenta, as decisões podem ser tomadas por meio de regras de despacho ou outras heurísticas, em vez de gerar uma programação completa antes da produção real (Vieira, Herrmann e Lin 2003).
O estado da arte da programação em tempo real no sistema de manufatura com operações de usinagem e montagem, incluindo os estudos focados em job-shop e flow-shop, foi analisado por Khodke e Bhongade (2013). De acordo com seus resumos, a metodologia de reprogramação orientada por eventos e com operações afetadas precisa de mais investigações, porque a estrutura mais adequada poderia ser a consideração de um número suficiente de trabalhos tratados com estratégia preditiva-reativa. Além disso, poucos estudos consideraram o tempo de transferência entre as máquinas ou simulações em tempo real.
Neste estudo, um modelo de programação baseado em simulação para o controle de chão de fábrica do FMS é construído e usado para examinar o caso de o sistema encontrar condições inesperadas. Este artigo está estruturado da seguinte forma: A Seção 2 apresenta uma breve descrição do modelo de fábrica FMS, bem como o controle do fluxo da loja no ambiente da Indústria 4.0. Na Seção 3, é apresentado o método de modelagem detalhada com base em um programador de simulação. Em seguida, os aplicativos de programação são executados tanto no caso de estado normal quanto no caso de novos pedidos na Seção 4. Por fim, as conclusões são apresentadas na Seção 5.
A solução
DESCRIÇÕES GERAIS
2.1 O modelo de fábrica da FMS
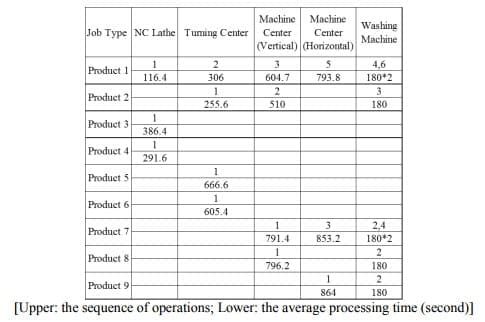
O sistema considerado neste estudo é um modelo de fábrica FMS (Takakuwa 1997) localizado na Prefeitura de Chiba, Japão. A FMS inclui quatro máquinas-ferramenta NC (um torno NC, um centro de torneamento, dois tipos de centros de máquinas (vertical e horizontal)), uma máquina de lavar, dois AGVs e um AS/RS com um robô industrial. O layout da instalação e a escala de distância (unidade: cm) do FMS são mostrados na Figura 1. As peças de trabalho são transferidas pelo AGV e montadas pelo robô dentro do AS/RS. Em seguida, cada peça de trabalho é carregada pelo robô industrial associado a cada máquina-ferramenta antes da usinagem e, depois, descarregada e após a usinagem. As sequências de operação e os tempos de processamento médio histórico associados (incluindo os tempos de carregamento e descarregamento do robô) para peças selecionadas estão resumidos na Tabela 1. Além disso, cada peça de trabalho é preparada para usinagem pelo robô industrial dentro do AS/RS antes da usinagem no centro de máquinas vertical (V.) e no centro de máquinas horizontal (H.). O AGV retorna à área de espera enquanto está ocioso.
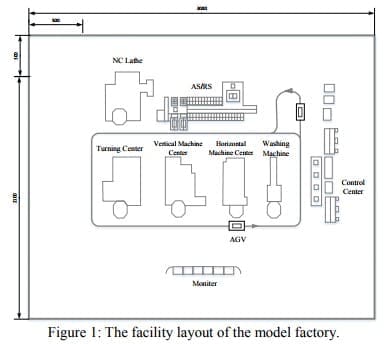
Tabela 1: A sequência de usinagem e o tempo médio de processamento dos produtos.
2.2 Controle de chão de fábrica no ambiente do Setor 4.0
A quarta revolução industrial ou Indústria 4.0 é um termo coletivo que representa várias tecnologias para automação, troca de dados e cadeia de suprimentos, incluindo sistemas de manufatura por meio da Internet das Coisas (Takakuwa 2016; Wang et al. 2016). As necessidades de produção em massa dos clientes exigem que as respostas dos fabricantes sejam mais rápidas do que nunca.
Há dois tipos de integração na fábrica no ambiente da Indústria 4.0: integração vertical e integração horizontal. A primeira é a integração desde a alta gerência até o chão de fábrica dentro de uma fábrica, ou seja, essa integração ocorre no nível da empresa, no nível da fábrica e no nível do processo, conforme ilustrado na Figura 2. O último é a integração entre os fornecedores, os departamentos de vendas e distribuição e os clientes. Na integração vertical, a interação entre o ERP (Enterprise Resource Planning, Planejamento de Recursos Empresariais) e o MES (Manufacturing Execution System, Sistema de Execução da Manufatura), juntamente com os dados da fábrica, é importante.

As empresas usam o ERP para coletar, armazenar, gerenciar e interpretar dados de várias atividades comerciais, incluindo aquisição, produção, distribuição, contabilidade, recursos humanos, vendas e atendimento ao cliente.
O ERP é importante porque o sistema monitora dados em tempo real e dados de transações de várias maneiras e também monitora dados e informações do chão de fábrica no ambiente da Indústria 4.0. Em geral, o sistema ERP fica aquém da programação da produção, e as soluções ERP têm várias deficiências amplamente reconhecidas. Na maioria das vezes, o sistema ERP e a produção cotidiana permanecem desconectados. Por outro lado, o MES é um sistema de controle para o chão de fábrica associado. Os dados de fabricação são recebidos de máquinas, monitores de equipamentos e trabalhadores. O MES é integrado ao sistema ERP.
Para tomar decisões eficazes em tempo real que são essenciais para o sistema de manufatura, é necessária uma simulação em tempo real. Uma simulação em tempo real é um modelo simulado de um sistema físico que pode simular processos na mesma velocidade em que o sistema físico real os executa. A coleta de realizações de produção, o planejamento, as instruções enviadas ao chão de fábrica e os registros detalhados de desempenho devem ser considerados.
Além disso, sistemas automáticos de captura de dados usando RFID ou vários tipos de sensores, que podem rastrear e acompanhar os dados do chão de fábrica, distúrbios e fornecer soluções adaptáveis às mudanças no chão de fábrica em tempo real (Khodke e Bhongade 2013).
3 MODELO DE SIMULAÇÃO
Ferramenta de programação Simio
O software de simulação e o programador desenvolvidos pelo Simio LCC são usados nesta pesquisa. O Simio é uma estrutura de modelagem de simulação baseada em programação gráfica orientada a objetos. O modelo é realizado usando vários paradigmas de modelagem, incluindo visualizações de eventos, processos, objetos, dinâmica de sistemas e modelagem de agentes (Thiesing e Pegden 2014). Além disso, o Simio foi projetado para dar suporte a aplicativos de projeto e programação de sistemas e tem vários recursos avançados (Thiesing e Pegden 2015): integração com fontes de dados relacionais externas, registro de transações, relatórios especializados, interface personalizável do programador, exibição interativa de gráfico de Gantt, regras de programação especializadas, planejamento e programação baseados em risco (RPS) e outros.
Ao conectar o MES e o modelo Simio, os dados em tempo real adquiridos do MES podem ser usados para gerar a programação. Além disso, os detalhes da transação do trabalho e dos recursos são rastreados no arquivo de registro enquanto o modelo está em execução. O diagrama do modelo de simulação aplicado para o controle do fluxo da loja é mostrado na Figura 3, editado pelos autores com base em Kelton, Smith e Sturrock (2014).
3.2 Construção do modelo
O modelo deste estudo foi desenvolvido usando a ferramenta Simio RPS. Os dados que descrevem o status atual do sistema e os trabalhos reais a serem processados pelo sistema podem ser importados para o modelo de simulação. Normalmente, esse conjunto de dados contém uma lista de trabalhos a serem processados, uma lista de materiais para cada trabalho, roteiros de trabalho (incluindo tempos de preparação e processamento) etc. A forma de tabela desses dados, com base no padrão MES, é preparada na guia Dados. As principais etapas para construir o modelo no estudo são mostradas a seguir:
- Adicionar as listas e tabelas de programação ao tipo de roteiro baseado em produto;
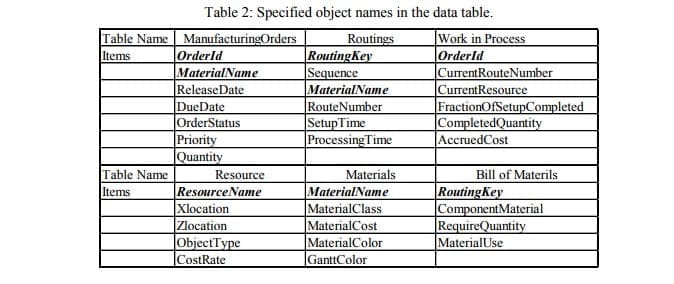
- Definir as tabelas com o nome do objeto especificado e importar dados, conforme mostrado na Tabela 2 (os itens em negrito e itálico são a coluna principal do modelo);
- Modificar a localização do recurso para a posição definida na janela da instalação (em proporção à Figura 1),
- Modifique o tempo de consumo e o tempo de produção para 0 e defina o tempo de processamento (conforme mostrado na Tabela 1) para cada etapa de processamento no menu Processing Tasks (Tarefas de processamento).
- Adicione o veículo e o caminho para conectar a fonte (Order Arrives), os recursos e o sumidouro (Ship) na janela de instalações;
- Altere a lógica de transporte para cada nó que precisa transferir uma peça de trabalho por meio de um veículo.
- Defina o tempo de simulação e execute o modelo.

O modelo pode ser construído com essas etapas principais e várias pequenas alterações. A Figura 4 mostra uma captura de tela da animação do modelo da fábrica FMS. Deve-se observar que as imagens de animação das máquinas não são reais, mas sim desenhos representativos selecionados na biblioteca de símbolos.

O modelo pode ser validado e verificado por meio da animação do modelo e de testes numéricos com o exemplo de pedido simples.
4 APLICAÇÕES
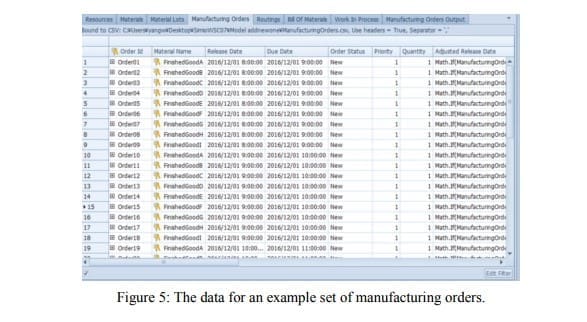
Nesta seção, são implementados os experimentos de programação para os casos de um estado normal e de um novo pedido. O exemplo numérico inicial de mistura de produtos usa 2 conjuntos (ou seja, duas peças) de cada produto para os experimentos. No status inicial, a data de liberação do pedido e a data de vencimento do pedido têm uma hora de diferença, ou seja, na primeira hora de trabalho, chegam pedidos de uma peça de cada produto. A data de vencimento do primeiro conjunto de pedidos é uma hora após o início da simulação, momento em que chega o segundo conjunto de pedidos para um conjunto (ou seja, uma peça) de cada produto. Os dados de um exemplo de conjunto de ordens de fabricação são mostrados na Figura 5.
4.1 Resultados da programação do modelo
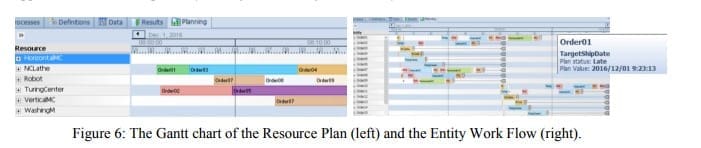
Depois de importar a tabela de dados para o modelo, um cronograma pode ser criado na guia Planejamento. O cronograma gerado sob a regra First in First Out é mostrado na Figura 6. O gráfico de Gantt do Fluxo de Trabalho da Entidade (Figura 6, à direita) mostra o agendamento de como os trabalhos utilizam o recurso, bem como os marcos e o status das metas para cada pedido. Além disso, o Plano de Recursos (Figura 6, à esquerda) mostra como cada recurso no sistema é utilizado pelos trabalhos. Além disso, as atividades das entidades e dos recursos são rastreadas pelos Logs de uso que exibem o chão de fábrica em um ponto de tempo definido. Além disso, diferentes abordagens de despacho de recursos podem ser comparadas com a definição da Regra de classificação e da Regra de seleção dinâmica em Recursos.
4.2 O caso "Insert the new Orders" (Inserir novos pedidos)
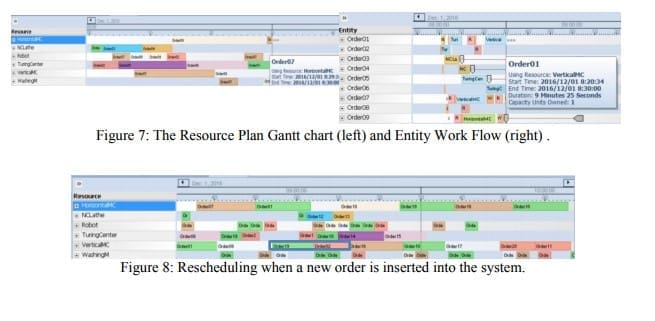
Em uma situação real de uso, há uma grande probabilidade de o sistema encontrar um novo pedido. Se houver um pedido do produto A e um pedido do produto B recebidos 30 minutos após o início da produção (Hora de liberação do pedido: 8:30; Hora de vencimento do pedido: 9:30). Nesse caso, a ordem de trabalho em processo (WIP), bem como o grau de progresso feito no processamento e a ordem concluída podem ser confirmados por meio da tabela de saída. Além disso, um programa VBA é desenvolvido para gerar a tabela WIP usando para reprogramação. A programação gerada sob a regra Most Work Remaining às 8:30 é mostrada na Figura 7.
Ao carregar os pedidos parcialmente concluídos na tabela WIP e importar os novos pedidos (Pedido 19, Pedido 20) para a tabela de Pedidos de Fabricação, o modelo pode executar a reprogramação. A Figura 8 mostra o gráfico de Gantt do Plano de Recursos quando o sistema insere dois pedidos urgentes. Além disso, na sequência de processamento, o Pedido 02 vem depois do novo pedido, o Pedido 19, devido à regra definida para o envio de recursos.
O impacto nos negócios
5 CONCLUSÕES
Neste estudo, foi construído um modelo de programação baseado em simulação para o controle do chão de fábrica do FMS. O método de modelagem detalhada é baseado em um programador de simulação. Foram realizados experimentos para o caso de estado normal, bem como para o caso em que o sistema encontra um caso inesperado; o sistema poderia fazer uma nova instrução de acordo com a regra de despacho definida em um curto espaço de tempo. O modelo de programação proposto representa uma ferramenta em potencial para ajudar o fabricante a tomar decisões em tempo real, conectando ainda mais o modelo de simulação ao sistema MES e ERP.
Além disso, o tempo de processamento de cada etapa pode ser facilmente medido com mais precisão usando sensores para realizar a simulação em tempo real. No entanto, como apenas uma das muitas máquinas envolvidas no processo é considerada neste estudo, pesquisas adicionais podem considerar a seleção de rotas com várias máquinas e outras regras heurísticas de despacho.