Le défi
par Wenhe Yang Soemon Takakuwa (Université de Chuo)
Présenté lors de la Conférence sur la simulation d'hiver 2017
L'environnement de l'industrie 4.0 permet une communication directe entre l'atelier du fabricant et un client. Ainsi, le fabricant est en mesure de répondre aux demandes des clients plus rapidement, ce qui signifie que les fabricants doivent maintenant contrôler plus étroitement la planification et l'ordonnancement de l'atelier. Nous présentons ici un modèle de planification basé sur la simulation pour le contrôle dynamique de l'atelier d'un système de fabrication flexible. La commande du client et le tableau des séquences de traitement des produits sont importés dans le modèle de simulation. Des expériences sont mises en œuvre dans le cas où le système rencontre des conditions inattendues. L'approche proposée représente un outil potentiel permettant aux fabricants de prendre des décisions en temps réel en se connectant au système de planification des ressources de l'entreprise et au système d'exécution de la fabrication.
Introduction
Dans un environnement Industrie 4.0, les systèmes cyber-physiques communiquent entre eux et avec les participants humains en temps réel via l'Internet des objets (IoT). Cela permet une communication directe entre l'atelier du fabricant et un client, et ainsi, la personnalisation de masse sera adoptée comme système de production (Takakuwa 2016). Les problèmes de planification des processus et d'ordonnancement dans le système de fabrication qui affecte les tâches et les matériaux aux machines et décide des séquences de traitement des tâches affectent gravement les performances du système. Dans l'environnement de l'industrie 4.0, la personnalisation croissante des produits exige que ces systèmes gèrent un plus grand nombre de variantes de produits ainsi que des tailles de lots plus petites, et les systèmes de fabrication deviennent donc de plus en plus complexes pour faire face à ces situations incertaines (Kück et al. 2016).
Le système de fabrication flexible (FMS) est un système intégré de modules de machines de fabrication et d'équipements de manutention sous le contrôle d'un système informatique et permet le traitement automatique et aléatoire de pièces palettisées (ElMaraghy 2005). Le FMS est hautement automatisé et complexe, et chaque machine ne peut traiter qu'une seule tâche à la fois. Toutefois, il est plus difficile de déterminer quelle tâche est assignée à quelle machine et de maintenir le contrôle de l'atelier dans un système de type "job-shop" que dans un système de type "flow-shop", en raison de la variation dynamique. C'est pourquoi la méthode de simulation est une approche éprouvée pour concevoir et analyser le FMS.
La recherche traditionnelle en matière de planification et d'ordonnancement se concentre sur la manière de donner un programme déterminé au système. Toutefois, lorsque les systèmes de fabrication sont confrontés à des conditions inattendues, telles que des pannes de machines et des commandes urgentes, le calendrier prédéterminé peut ne plus être optimal ou devenir inopérant en raison de ces perturbations inattendues (Zhang et Wong 2017). En outre, à mesure que la variabilité du temps de traitement augmente, les décisions peuvent être prises à l'aide de règles de répartition ou d'autres heuristiques, plutôt que de générer un calendrier complet avant la production réelle (Vieira, Herrmann et Lin 2003).
L'état de l'art en matière d'ordonnancement en temps réel dans les systèmes de fabrication avec des opérations d'usinage et d'assemblage, y compris les études axées sur le job-shop et le flow-shop, a été examiné par Khodke et Bhongade (2013). D'après leurs résumés, la méthodologie de réordonnancement basée sur les événements et les opérations affectées doit faire l'objet de recherches plus approfondies, car le cadre le plus approprié pourrait être la prise en compte d'un nombre suffisant de tâches traitées avec une stratégie prédictive-réactive. En outre, peu d'études ont pris en compte le temps de transfert entre les machines ou les simulations en temps réel.
Dans cette étude, un modèle d'ordonnancement basé sur la simulation pour le contrôle de l'atelier FMS est construit et utilisé pour examiner le cas où le système rencontre des conditions inattendues. Ce document est structuré comme suit : La section 2 présente une brève description du modèle d'usine FMS ainsi que le contrôle du flux de l'atelier dans l'environnement de l'industrie 4.0. Dans la section 3, la méthode de modélisation détaillée basée sur un planificateur de simulation est introduite. Ensuite, des applications d'ordonnancement sont réalisées à la fois dans le cas de l'état habituel et dans le cas de la nouvelle commande dans la section 4. Enfin, les conclusions sont présentées à la section 5.
La solution
DESCRIPTIONS GÉNÉRALES
2.1 Le modèle de l'usine FMS
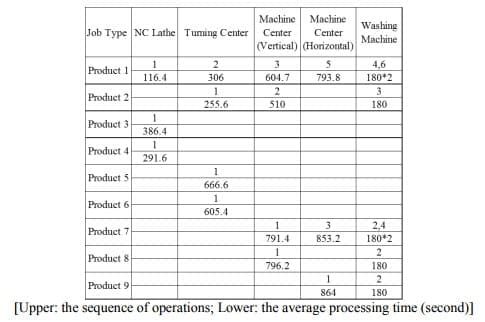
Le système considéré dans cette étude est un modèle d'usine FMS (Takakuwa 1997) situé dans la préfecture de Chiba, au Japon. Le FMS comprend quatre machines-outils à commande numérique (un tour à commande numérique, un centre de tournage, deux types de centres d'usinage (vertical et horizontal)), une machine à laver, deux AGV et un AS/RS avec un robot industriel. L'agencement de l'installation et l'échelle de distance (unité : cm) du FMS sont illustrés à la figure 1. Les pièces sont transférées par l'AGV et installées par le robot à l'intérieur de l'AS/RS. Ensuite, chaque pièce est chargée par le robot industriel associé à chaque machine-outil avant l'usinage, puis déchargée après l'usinage. Les séquences d'opérations et les temps de traitement moyens historiques associés (y compris les temps de chargement et de déchargement du robot) pour les pièces sélectionnées sont résumés dans le tableau 1. En outre, chaque pièce est préparée pour l'usinage par le robot industriel à l'intérieur de l'AS/RS avant l'usinage au centre de machine vertical (V.) et au centre de machine horizontal (H.). L'AGV retourne à la zone d'attente lorsqu'il est à l'arrêt.
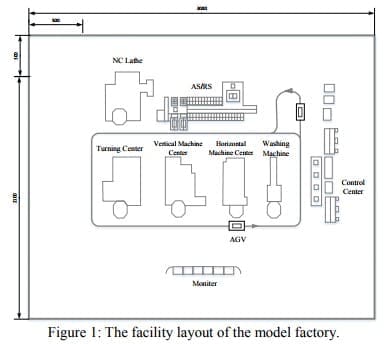
Tableau 1 : Séquence d'usinage et temps de traitement moyen des produits.
2.2 Contrôle de l'atelier dans l'environnement de l'industrie 4.0
La quatrième révolution industrielle ou industrie 4.0 est un terme collectif qui désigne un certain nombre de technologies pour l'automatisation, l'échange de données et la chaîne d'approvisionnement, y compris les systèmes de fabrication via l'internet des objets (Takakuwa 2016 ; Wang et al. 2016). Les besoins des clients en matière de production de masse obligent les fabricants à réagir plus rapidement que jamais.
Il existe deux types d'intégration dans l'usine dans l'environnement de l'industrie 4.0 : l'intégration verticale et l'intégration horizontale. La première est l'intégration depuis la direction générale jusqu'à l'atelier à l'intérieur d'une usine, c'est-à-dire que cette intégration se produit au niveau de l'entreprise, au niveau de l'usine et au niveau du processus, comme l'illustre la figure 2. La seconde est l'intégration entre les fournisseurs, les services de vente et de distribution et les clients. Dans l'intégration verticale, l'interaction entre le système de planification des ressources de l'entreprise (ERP) et le système d'exécution de la fabrication (MES), en conjonction avec les données de l'usine, est importante.

Les entreprises utilisent le PGI pour collecter, stocker, gérer et interpréter les données provenant de diverses activités commerciales, notamment l'approvisionnement, la production, la distribution, la comptabilité, les ressources humaines, les ventes et les services à la clientèle.
L'ERP est important parce que le système surveille les données en temps réel et les données de transaction de diverses manières et surveille également les données et les informations de l'atelier dans l'environnement de l'industrie 4.0. Le système ERP n'est généralement pas à la hauteur en ce qui concerne la planification de la production, et les solutions ERP présentent plusieurs lacunes qui sont largement reconnues. La plupart du temps, le système ERP et la production quotidienne restent déconnectés. D'autre part, le MES est un système de contrôle pour l'atelier associé. Les données de fabrication sont reçues des machines, des moniteurs d'équipement et des travailleurs. Le MES est intégré au système ERP.
Afin de prendre efficacement des décisions en temps réel qui sont essentielles pour le système de fabrication, une simulation en temps réel est nécessaire. Une simulation en temps réel est un modèle simulé d'un système physique qui peut simuler des processus à la même vitesse que celle à laquelle le système physique réel les exécute.
En outre, les systèmes de capture automatique des données utilisant la RFID ou divers types de capteurs, qui pourraient tracer et suivre les données de l'atelier, les perturbations et fournir des solutions adaptables aux changements de l'atelier en temps réel (Khodke et Bhongade 2013).
3 MODÈLE DE SIMULATION
Outil d'ordonnancement Simio
Le logiciel de simulation et le planificateur développés par Simio LCC sont utilisés dans cette recherche. Simio est un cadre de modélisation de simulation basé sur la programmation graphique orientée objet. Le modèle est réalisé à l'aide de plusieurs paradigmes de modélisation, y compris des vues de modélisation d'événements, de processus, d'objets, de systèmes dynamiques et d'agents (Thiesing et Pegden 2014). En outre, Simio est conçu pour soutenir les applications à la fois dans la conception du système et la planification et dispose de plusieurs fonctionnalités avancées (Thiesing et Pegden 2015) : intégration avec des sources de données relationnelles externes, enregistrement des transactions, rapports spécialisés, interface personnalisable du planificateur, affichage interactif du diagramme de Gantt, règles de planification spécialisées, planification et ordonnancement basés sur le risque (RPS), et autres.
En connectant le MES et le modèle Simio, les données en temps réel acquises par le MES peuvent être utilisées pour générer le planning. En outre, les détails des transactions des tâches et des ressources sont suivis dans le fichier journal pendant l'exécution du modèle. Le diagramme du modèle de simulation appliqué au contrôle du flux de production est présenté dans la figure 3, éditée par les auteurs sur la base de Kelton, Smith et Sturrock (2014).
3.2 Construction du modèle
Le modèle de cette étude est développé à l'aide de l'outil Simio RPS. Les données décrivant l'état actuel du système et les travaux réels à traiter par le système peuvent être importées dans le modèle de simulation. Cet ensemble de données contient généralement une liste de travaux à traiter, une nomenclature pour chaque travail, les itinéraires des travaux (y compris les temps de préparation et de traitement), etc. Le tableau de ces données, basé sur la norme MES, est préparé dans Data Tab. Les principales étapes de la construction du modèle dans l'étude sont présentées ci-dessous :
- Ajouter les listes et les tableaux d'ordonnancement au type de routage basé sur le produit ;
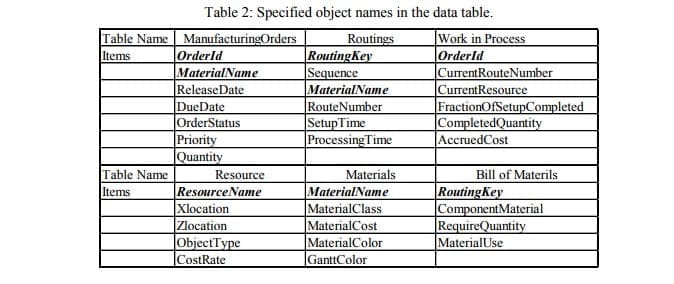
- Définir les tables avec le nom d'objet spécifié et importer les données, comme indiqué dans le tableau 2 (les éléments en caractères gras et italiques sont les colonnes clés du modèle) ;
- Modifier l'emplacement de la ressource à la position définie dans la fenêtre de l'installation (proportionnellement à la figure 1),
- Modifier le temps de consommation et le temps de production à 0, et définir le temps de traitement (comme indiqué dans le tableau 1) pour chaque étape de traitement dans le menu Tâches de traitement.
- Ajoutez le véhicule et le chemin pour relier la source (arrivée de la commande), les ressources et le puits (expédition) dans la fenêtre d'installation ;
- Modifiez la logique de transport pour chaque nœud qui doit transférer une pièce via un véhicule.
- Définissez la durée de la simulation et exécutez le modèle.

Le modèle peut être construit à partir de ces étapes principales et de quelques modifications mineures. La figure 4 montre une capture d'écran de l'animation du modèle d'usine FMS. Il convient de noter que les images d'animation des machines ne sont pas réelles, mais qu'il s'agit plutôt de dessins représentatifs sélectionnés dans la bibliothèque de symboles.

Le modèle peut être validé et vérifié grâce à l'animation du modèle et aux tests numériques avec l'exemple d'une commande simple.
4 APPLICATIONS
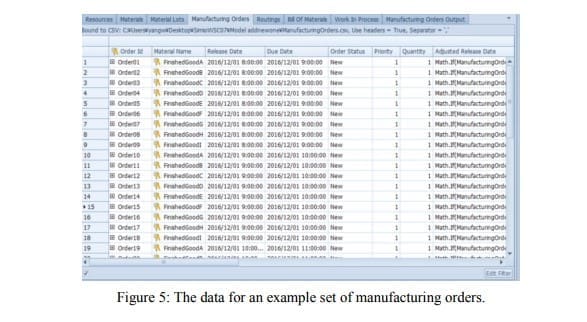
Dans cette section, les expériences d'ordonnancement pour les cas d'un état habituel et d'une nouvelle commande sont mises en œuvre. L'exemple numérique initial de mélange de produits utilise deux ensembles (c'est-à-dire deux pièces) de chaque produit pour les expériences. Dans l'état initial, la date de lancement de la commande et la date d'échéance de la commande sont espacées d'une heure, c'est-à-dire qu'au cours de la première heure de travail, les commandes arrivent pour une pièce de chaque produit. La date d'échéance de la première série de commandes se situe une heure après le début de la simulation, et c'est à ce moment-là que la deuxième série de commandes pour une série (c'est-à-dire une pièce) de chaque produit arrive. Les données d'un exemple d'ordre de fabrication sont présentées dans la figure 5.
4.1 Résultats du modèle en matière d'ordonnancement
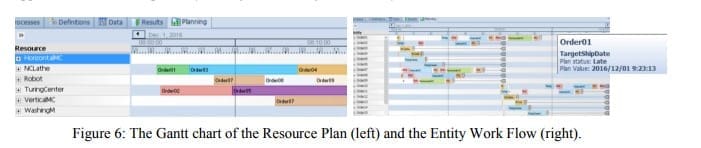
Après avoir importé le tableau de données dans le modèle, un calendrier peut être créé dans l'onglet Planification. Le calendrier généré selon la règle du premier entré, premier sorti est illustré à la figure 6. Le diagramme de Gantt du flux d'entités (figure 6, à droite) montre l'ordonnancement de la manière dont les tâches saisissent la ressource, ainsi que les jalons et le statut des objectifs pour chaque ordre. En outre, le plan des ressources (figure 6, à gauche) montre comment chaque ressource du système est utilisée par les tâches. En outre, les activités des entités et des ressources sont retracées par les journaux d'utilisation qui affichent l'atelier à un moment donné. De plus, différentes approches de répartition des ressources peuvent être comparées en définissant la règle de classement et la règle de sélection dynamique sous Ressources.
4.2 Le cas "Insérer les nouvelles commandes
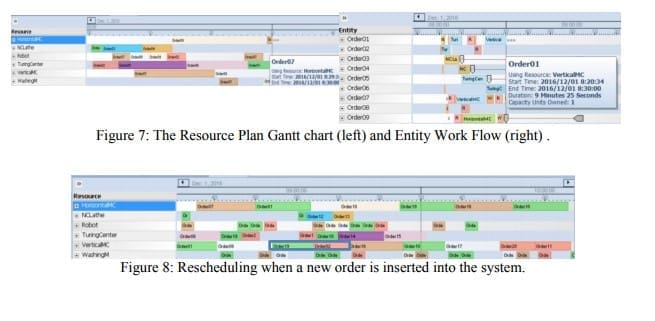
Dans une situation d'utilisation réelle, il est très probable que le système rencontre une nouvelle commande. Si une commande de produit A et une commande de produit B sont reçues 30 minutes après le début de la production (heure de validation de la commande : 8h30 ; heure d'échéance de la commande : 9h30). Dans ce cas, la commande de travail en cours (WIP) ainsi que le degré d'avancement du traitement et la commande terminée peuvent être confirmés par le tableau de sortie. En outre, un programme VBA est développé pour générer le tableau des travaux en cours à l'aide d'une nouvelle planification. Le planning généré selon la règle du plus gros travail restant à 8h30 est illustré à la figure 7.
En chargeant les commandes partiellement achevées dans le tableau des encours et en important les nouvelles commandes (commande 19, commande 20) dans le tableau des ordres de fabrication, le modèle peut effectuer un réordonnancement. La figure 8 montre le diagramme de Gantt du plan de ressources lorsque le système insère deux commandes urgentes. En outre, dans la séquence de traitement, l'ordre 02 vient après le nouvel ordre, l'ordre 19, en raison de la règle définie pour la répartition des ressources.
L'impact sur l'entreprise
5 CONCLUSIONS
Dans cette étude, un modèle d'ordonnancement basé sur la simulation pour le contrôle de l'atelier FMS est construit. La méthode de modélisation détaillée est basée sur un planificateur de simulation. Des expériences ont été menées dans le cas d'un état normal, ainsi que dans le cas où le système rencontre un cas inattendu ; le système pourrait donner une nouvelle instruction dans le cadre de la règle de répartition définie dans un court laps de temps. Le modèle d'ordonnancement proposé représente un outil potentiel pour aider le fabricant à prendre des décisions en temps réel en connectant davantage le modèle de simulation au système MES et ERP.
En outre, le temps de traitement de chaque étape peut facilement être mesuré avec plus de précision à l'aide de capteurs afin de réaliser une simulation en temps réel. Toutefois, comme cette étude ne porte que sur une seule des nombreuses machines impliquées dans le processus, des recherches supplémentaires pourraient porter sur la sélection des itinéraires avec plusieurs machines et sur d'autres règles heuristiques de répartition.