1. Introducción
Imagine un sistema de producción en el que todas las decisiones de producción se optimizan basándose en información en tiempo real procedente de un conjunto de equipos y personas totalmente integrados y conectados. Todo el sistema hace el mejor uso posible de los recursos disponibles para alcanzar sus objetivos de producción, y el sistema se ajusta automáticamente en tiempo real a las condiciones cambiantes. Todo el trabajo se programa automáticamente a través del sistema, todos los equipos registran automáticamente su rendimiento y también planifican y programan su propio mantenimiento para minimizar el impacto en el sistema. Los datos de rendimiento se registran automáticamente en todo el sistema y se comunican a las partes interesadas. Además, el sistema predice a tiempo y proporciona información de gestión fiable sobre el rendimiento planificado, incluidos KPI críticos como el plazo de entrega previsto y los costes de producción de todos los pedidos planificados. Los directivos tienen acceso instantáneo a importante información actual y prospectiva para impulsar y hacer crecer el negocio. Esta es la visión de la Fábrica Inteligente del futuro (4ª Revolución Industrial).
La Fábrica Inteligente es una idea cuyo momento ha llegado. Las tecnologías que sustentan la Fábrica Inteligente han seguido evolucionando y se han generalizado. Todos sus componentes son tecnologías conocidas y están presentes en muchas fábricas. Sin embargo, el modelo detallado de la fábrica o Factory Digital Twin, que proporciona visibilidad anticipada de las operaciones planificadas y apoya las iniciativas de mejora continua, ha sido el componente crítico que faltaba para hacer posible la Smart Factory. La tecnología Simio Intelligent Adaptive Process Digital Twin proporciona este componente crítico.
2. Diseñar y operar
Un requisito clave para planificar y operar con éxito una fábrica es comprender lo que la fábrica es capaz de producir en diferentes condiciones de entrada, como la mezcla de productos para la semana, los recursos de producción disponibles, las limitaciones específicas de mano de obra, los requisitos de mantenimiento, etc. Esto es así tanto si se está construyendo una fábrica nueva como si se desea gestionar una fábrica existente de forma más eficiente. Por lo tanto, es fundamental poder desarrollar un modelo de fábrica virtual que contenga todas las restricciones físicas de la fábrica, así como las reglas de negocio y la lógica de decisión para replicar el comportamiento real de la fábrica. Esto permite a todas las partes interesadas (planificadores, operaciones, dirección, etc.) realizar análisis hipotéticos para comprender la verdadera capacidad de la fábrica, así como el comportamiento y la sensibilidad a variables operativas específicas (dentro o fuera de su control directo).
Este modelo de fábrica virtual también puede utilizarse como parte del proceso de transformación digital para evaluar todos los datos de origen en términos de nivel de detalle, correlación entre sistemas y disponibilidad de los datos (plazos y velocidad). Para que una fábrica ascienda en la curva de madurez digital, preparándose para convertirse en una Smart Factory, es importante que los datos estén estandarizados y sincronizados en todos los sistemas de origen para garantizar una toma de decisiones y una ejecución precisas. Como parte del proceso de transformación digital, las fábricas también deben armonizar su personal y sus procesos entre departamentos y entre fábricas similares para garantizar una ejecución coherente y eficiente basada en las mejores prácticas generales. Estas mejores prácticas, respaldadas por datos estandarizados y correlacionados, crearán la base para convertirse en una fábrica inteligente impulsada por la toma de decisiones autónoma en tiempo real.
El modelo de fábrica virtual puede entonces conectarse a los datos en tiempo real de los sistemas empresariales, dispositivos IoT, equipos de automatización, etc. para convertirse en el gemelo digital de la fábrica que se adaptará automáticamente al entorno a medida que cambien los datos. Además, creará un programa detallado procesable casi en tiempo real basado en la condición actual y la demanda futura de la fábrica para permitir una toma de decisiones y una ejecución totalmente autónomas. Las listas de tareas detalladas para cada recurso en la fábrica junto con los requisitos de material para cada paso del proceso se pueden compartir en toda la empresa a través de la integración directa a los sistemas empresariales o ponerse a disposición a través de una plataforma basada en la nube (pública o privada).
3. Planificación y programación operativa (Operate)
En el mundo actual, las empresas compiten no sólo en precio y calidad, sino también en su capacidad para entregar los productos a tiempo y de forma fiable. Por lo tanto, una buena programación operativa de la producción influye en el rendimiento, las ventas y la satisfacción del cliente de una empresa. Aunque las empresas han invertido millones en tecnología de la información para la planificación de recursos empresariales (ERP) y sistemas de ejecución de la fabricación (MES), la inversión se ha quedado corta en la programación detallada de la producción, haciendo que la mayoría de las empresas vuelvan a recurrir a métodos manuales con Excel y tableros de planificación. Mientras tanto, las tendencias del sector hacia la reducción del inventario, la reducción de los plazos de entrega, el aumento de la personalización de los productos, la proliferación de SKU y la fabricación flexible están complicando la tarea de programación de la producción. La creación de un plan viable requiere la consideración simultánea de materiales, mano de obra, equipos y demanda. Este listón está demasiado alto para cualquier método de planificación manual. El reto de crear un plan fiable requiere una transformación digital que permita una programación automatizada y fiable.
La idea de una programación de fábrica eficaz se basa en el concepto de un programa procesable. Un programa procesable es aquel que no solo tiene en cuenta las restricciones detalladas y las reglas operativas del sistema, sino que también está sincronizado con la línea de tiempo del evento y, por lo tanto, puede ser ejecutado completamente en la fábrica por el personal de producción sin intervención humana adicional. Un problema con muchas soluciones de programación es que ignoran una o más restricciones detalladas, planificadas en intervalos de tiempo establecidos (diarios o semanales) y, por lo tanto, no se pueden ejecutar según lo especificado en la planta de producción. Una programación no ejecutable requiere que los operarios intervengan y anulen la programación planificada para adaptarse a las limitaciones reales del sistema. En este punto, la programación ya no se sigue y se toman decisiones locales que afectan a los KPI del sistema de formas que no son visibles para los operarios.
Una segunda idea central de la programación eficaz es tener en cuenta adecuadamente la variabilidad y los imprevistos en la fábrica y el correspondiente impacto perjudicial en el rendimiento y la entrega a tiempo. La mayoría de los enfoques de programación ignoran por completo este elemento crítico del sistema y, por lo tanto, producen programas optimistas que no pueden cumplirse en la práctica. Lo que comienza como un posible programa factible se degrada con las horas extraordinarias a medida que las máquinas se rompen, los trabajadores se ponen enfermos, los materiales llegan tarde, es necesario volver a trabajar, etc. Las promesas optimistas que se hicieron no pueden cumplirse.
Una tercera consideración es el efecto de un calendario inviable en el plan de la cadena de suministro. La programación de fábrica es sólo el último paso del proceso de planificación de la producción, que comienza con la planificación de la cadena de suministro basada en la demanda real y/o prevista. El proceso de planificación maestra genera órdenes de producción y suele establecer las necesidades de material para cada periodo de planificación en toda la red de producción. Las órdenes de fabricación que se generan para cada fábrica de la red durante este proceso se basan en un modelo aproximado de la capacidad de producción. El proceso de planificación maestra tiene una visibilidad muy limitada de las verdaderas limitaciones de la fábrica, y las necesidades de producción resultantes suelen sobrestimar la capacidad de la fábrica. Posteriormente, los planificadores de la fábrica deben elaborar un plan detallado para cumplir estos requisitos de producción teniendo en cuenta las limitaciones reales de los equipos, la mano de obra, etc. Los ajustes de la fábrica para que el plan sea viable no serán transparentes para los planificadores de la cadena de suministro. Esto crea una desconexión en una función de planificación empresarial básica en la que se produce un enorme gasto en recursos y sistemas. El gemelo o gemelos digitales de la fábrica pueden incluirse en un modelo de red para apoyar el proceso de planificación maestra o de red, garantizando la viabilidad en todos los niveles y horizontes temporales. El mismo gemelo digital puede utilizarse para la planificación a corto, medio e incluso largo plazo, que puede automatizarse por completo en la nube para su distribución a todas las partes interesadas.
3.1 Enfoques de programación operativa de fábrica
Comencemos analizando los tres enfoques más comunes para resolver el problema de la programación operativa que se utilizan en la actualidad: 1) métodos manuales que utilizan tablas de planificación u hojas de cálculo, 2) modelos de recursos y 3) The Factory Digital Twin.
3.1.1 Métodos manuales
El método más común hoy en día para la programación operativa de fábricas es el método manual, normalmente complementado con hojas de cálculo o tablas de planificación. El uso de la programación manual no suele ser la primera opción de una empresa, sino el resultado del fracaso de los sistemas automatizados.
Generar manualmente una programación para una fábrica compleja es una tarea muy difícil, que requiere un conocimiento detallado de todos los equipos, la mano de obra y las limitaciones operativas. Cinco de los inconvenientes más frustrantes son:
- Es difícil para un programador tener en cuenta todas las restricciones críticas. Aunque los programadores suelen centrarse en las restricciones primarias, a menudo desconocen -o deben ignorar- las secundarias, como el utillaje, y estas omisiones dan lugar a una programación inviable.
- La programación manual suele tardar horas en completarse y, en el momento en que se produce cualquier cambio, el programa deja de ser viable.
- La calidad de la programación depende totalmente de los conocimientos y la habilidad del programador. Si el programador se jubila o está de vacaciones o enfermo, el programador de reserva puede estar menos cualificado y los KPI pueden degradarse.
- Es prácticamente imposible que el programador tenga en cuenta el efecto degradante de la variación en el programa y, por lo tanto, proporcione plazos de finalización fiables para los pedidos.
- A medida que los trabajos críticos se retrasan, los programadores manuales recurren a desplazar otros trabajos para acomodar estos trabajos de "alta prioridad", interrumpiendo el flujo y creando más trabajos de "alta prioridad". El sistema se vuelve inestable y el personal de producción recurre a la extinción de incendios para lograr un rendimiento a corto plazo.
3.1.2 Modelo de recursos
Las empresas que utilizan un método automatizado para la programación de la fábrica suelen emplear un enfoque basado en un modelo de recursos de la fábrica. Un modelo de recursos se compone de una lista de recursos críticos con franjas horarias asignadas a las tareas que deben ser procesadas por el recurso en función de los tiempos estimados de las tareas. La lista de recursos incluye máquinas, dispositivos, trabajadores, etc., que son necesarios para la producción, A continuación se muestra un diagrama de Gantt que representa un modelo de recursos simple con cuatro recursos (A, B, C, D) y dos trabajos (azul, rojo). El trabajo azul tiene la secuencia de tareas A, D y B, y el trabajo rojo tiene la secuencia de tareas A y B.
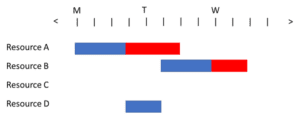
Figura 1 - Diagrama de Gantt de recursos simple
Los recursos de un modelo de recursos se definen mediante un "estado" de recurso que puede ser ocupado, inactivo o fuera de turno. Cuando un recurso está ocupado con una tarea o fuera de turno, otras tareas deben esperar a ser asignadas al recurso (por ejemplo, el rojo espera a que el azul se complete en el recurso A). Todas las herramientas de programación que se basan en un modelo de recursos comparten esta misma representación de la capacidad de la fábrica y sólo difieren en cómo se asignan las tareas a los recursos.
El problema que comparten todas estas herramientas es un modelo de restricciones demasiado simplista. Aunque este modelo puede funcionar en algunas aplicaciones sencillas, en las fábricas hay muchas restricciones que no pueden representarse mediante un simple estado de ocupado, ocioso o fuera de turno para un recurso. Consideremos los siguientes ejemplos:
- Un sistema tiene dos grúas (A y B) en una pista que se utilizan para mover componentes de aviones a las estaciones de trabajo. Aunque la grúa A está actualmente inactiva, está bloqueada por la grúa B y, por lo tanto, no se le puede asignar la tarea.
- Una estación de trabajo de la línea de producción 1 está actualmente inactiva y lista para comenzar una nueva tarea. Sin embargo, esta estación de trabajo sólo tiene una disponibilidad limitada cuando se está realizando una operación compleja en la línea adyacente 2.
- Se necesita un operario de montaje para completar el montaje. Hay operarios de montaje actualmente inactivos, pero el control de calidad requiere que el mismo operario que se asignó a la tarea anterior también se utilice en esta tarea, y ese operario está actualmente ocupado.
- Se necesita un operario de preparación para esta tarea. El operario está inactivo pero se encuentra en el edificio adyacente y debe desplazarse a este lugar antes de que pueda comenzar la preparación.
- Las tareas implican el flujo de fluido a través de tuberías, válvulas y tanques de almacenamiento/mezcla, y el flujo está limitado por reglas complejas.
- Un trabajo requiere tratamiento en un horno, el horno está parado pero no se encuentra actualmente a la temperatura requerida.
- Un equipo, como un horno, se utiliza para el tratamiento por lotes de trabajos. Dependiendo del estado actual de la fábrica, se pueden procesar lotes de trabajos diferentes, o se pueden utilizar lotes de diferentes tamaños.
Estos son sólo algunos ejemplos de restricciones típicas para las que un simple modelo de recursos ocupado, ocioso, fuera de turno es inadecuado. Cada fábrica tiene su propio conjunto de restricciones que limitan la capacidad de la instalación.
Las herramientas de programación que utilizan un modelo de recursos simple asignan tareas a los recursos utilizando uno de los tres enfoques básicos: heurística, optimización y simulación.
Una heurística común es la secuenciación de trabajos, que comienza con el trabajo de mayor prioridad y asigna todas las tareas para ese trabajo, y repite este proceso para cada trabajo hasta que todos los trabajos están programados (en el ejemplo anterior, se secuencia el trabajo azul y luego el rojo). Tenga en cuenta que la secuenciación hacia atrás (aunque útil en la planificación general) suele ser problemática en la programación detallada, ya que la programación resultante es frágil y cualquier interrupción en el flujo de trabajo creará un trabajo retrasado. Esta simple heurística de secuenciación de un trabajo a la vez no puede dar cabida a reglas operativas complejas, como la minimización de los cambios o la realización de campañas de producción basadas en atributos como el tamaño o el color. Sin embargo, a lo largo del tiempo se han desarrollado muchas heurísticas diferentes para adaptarse a requisitos de aplicación especiales. Algunos ejemplos de herramientas de programación que utilizan heurísticas son Preactor de Siemens y PP/DS de SAP.
El segundo enfoque para asignar tareas a los recursos en el modelo de recursos es la optimización, en la que el problema de asignación de tareas se formula como un conjunto de restricciones de secuenciación que deben satisfacerse al mismo tiempo que se cumple un objetivo como minimizar la tardanza o el coste. La formulación matemática se "resuelve" utilizando un solucionador de Programación de Restricciones (CP). El solucionador CP utiliza reglas heurísticas para buscar posibles asignaciones de tareas que cumplan las restricciones de secuenciación y mejoren el objetivo. Hay que tener en cuenta que no existe ningún algoritmo que pueda optimizar la formulación matemática de la asignación de tareas para el modelo de recursos en un tiempo razonable (este problema está clasificado técnicamente como NP Hard), y por lo tanto los solucionadores CP disponibles se basan en heurísticas para encontrar una solución "práctica" pero no óptima. Además, suele resolverse en un intervalo de tiempo de 1 día o 1 semana, por lo que, al utilizar tiempos de ejecución estimados para el tiempo de procesamiento de pedidos de cada equipo, las horas de inicio y finalización de las tareas no están totalmente sincronizadas con el calendario real de eventos de las operaciones de la fábrica y siguen requiriendo la intervención manual de los planificadores. Aunque PP/DS incorpora el solucionador CP de ILOG para asignar tareas a los recursos, la mayoría de las instalaciones de PP/DS confían en la heurística disponible para la asignación de tareas.
El tercer enfoque para asignar tareas en el modelo de recursos simple es un enfoque de simulación. En este caso, simulamos el flujo de trabajos a través del modelo de recursos de la fábrica y asignamos tareas a los recursos disponibles utilizando reglas de despacho como el cambio más pequeño o la fecha de vencimiento más temprana. Este enfoque tiene varias ventajas sobre el enfoque de optimización. En primer lugar, se ejecuta mucho más rápido, produciendo una programación en minutos en lugar de horas. Otra ventaja clave es que puede admitir una lógica de decisión personalizada para asignar tareas a los recursos.
Independientemente del método que se utilice para asignar tareas a los recursos, el calendario resultante elimina todos los sucesos aleatorios y las variaciones del sistema. De ahí que los calendarios resultantes sean optimistas y lleven a prometer plazos de entrega excesivos a los clientes. Estas herramientas no proporcionan ningún mecanismo para evaluar el riesgo relacionado con la programación.
3.1.3 El gemelo digital de la fábrica
La tercera y más reciente aproximación a la programación de fábricas es el Gemelo Digital de Proceso de la fábrica. Un Gemelo Digital de Fábrica es una réplica digital de los procesos, equipos, personas y dispositivos que componen la fábrica y puede utilizarse tanto para el diseño como para el funcionamiento del sistema. Los recursos del sistema no sólo tienen un estado de turno ocupado, inactivo y apagado, sino que son objetos que tienen comportamientos y pueden moverse por el sistema e interactuar con los demás objetos del modelo para replicar el comportamiento y las restricciones detalladas de la fábrica real. Estos modelos también incluyen las reglas empresariales y la lógica de decisión detallada que se utiliza en la planta de producción para replicar la realidad lo más fielmente posible y garantizar la viabilidad. El Gemelo Digital de Fábrica aporta un nuevo nivel de fidelidad a la programación que no está disponible en las herramientas de modelado basadas en recursos existentes.
3.2 El gemelo digital de Simio Factory
El Gemelo Digital de Fábrica de Simio es un modelo animado en 3D de la fábrica, orientado a objetos y basado en datos, que está conectado a datos en tiempo real procedentes de ERP, MES y otras fuentes de datos relacionadas. El Gemelo Digital de Fábrica está totalmente generado y controlado por los datos de la empresa, lo que le permite adaptarse a cambios en el entorno como equipos adicionales, nuevos requisitos de mano de obra y habilidades, nuevas piezas/SKU, etc.
Para que el Gemelo Digital de Fábrica replique el comportamiento real de la fábrica física, la lógica del modelo incluye lo siguiente:
- Un modelo de restricciones detallado de la instalación que incluya todos los equipos, mano de obra, herramientas, transporte, materiales, etc., incluidas las características de los equipos y materiales que impulsan las decisiones operativas.
- Las normas empresariales que regulan las operaciones, como políticas de inventario, políticas laborales, procedimientos operativos, restricciones de transporte, etc.
- La lógica de decisión detallada del día a día aplicada por los planificadores, operarios y supervisores en la planta de producción.
El Gemelo Digital de Fábrica simula hacia el futuro para proporcionar un análisis predictivo y prescriptivo del sistema, con el fin de proporcionar una visión totalmente prospectiva de la producción esperada y del rendimiento de entrega de la fábrica. Esto permite al Gemelo Digital de Fábrica generar un programa operativo detallado y viable que incluye todas las listas de tareas de recursos relevantes y los requisitos de material asociados en cada punto del proceso de fabricación. Factory Digital Twin también realiza una evaluación del riesgo de los objetivos definidos, como las fechas de entrega y el coste, para destacar el riesgo asociado con todos los pedidos del sistema, lo que permite a los planificadores actuar de forma proactiva para evitar o minimizar los problemas de servicio al cliente.
Una de las principales ventajas de Factory Digital Twin es la capacidad de ofrecer una programación viable que tenga en cuenta la demanda (pedidos), la capacidad y los materiales de forma simultánea para todo el sistema de extremo a extremo en todos los procesos (es decir, mezcla, almacenamiento, llenado, control de calidad, materiales, mano de obra). Garantiza que todos los procesos de la fábrica estén totalmente sincronizados, ya que para cada tarea o evento se confirma la disponibilidad de materiales y recursos para garantizar una viabilidad completa en la línea de tiempo de ejecución. Simio Digital Twin es totalmente transparente en su metodología de toma de decisiones y optimización (enfoque Glass box) frente a los algoritmos de optimización existentes y los motores de IA pura que suelen generar resultados no transparentes (enfoque Black box). Esto permite a los planificadores comprender y ajustar las restricciones, las reglas y la lógica de decisión para encontrar mejores formas de operar la fábrica y permitir un aprendizaje continuo y un proceso de mejora.
Como parte del proceso general de transformación digital del entorno de fabricación, el Gemelo Digital de Fábrica también proporciona una forma sistemática de mejorar (arreglar) y estandarizar los datos contenidos en los diferentes sistemas de la empresa (ERP, MES, Excel, etc.). A menudo se observa que los datos de los distintos sistemas tienen distintos niveles de detalle o presentan datos incoherentes para los mismos campos. A menudo, los datos de los distintos sistemas empresariales se actualizan en momentos diferentes o se ejecutan por lotes, lo que provoca que los datos también lleven diferentes marcas de tiempo, lo que altera aún más la sincronización de procesos debido a la disponibilidad de datos precisos y oportunos.
El Gemelo Digital de Fábrica también proporciona un mecanismo para armonizar las personas y los procesos mediante la evaluación de todas las mejores prácticas desplegadas en la fábrica o en fábricas idénticas de la misma empresa. Esto permite a la empresa seleccionar los mejores procedimientos y métodos para su aplicación y formación en todas las instalaciones similares, creando una línea de base para la automatización y la movilidad de los recursos. La figura 3 ilustra la interacción y el flujo de datos de Simio Factory Digital Twin con los sistemas empresariales existentes o previstos.
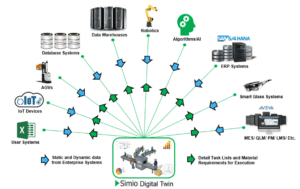
Figura 3 - Despliegue y flujo de datos de Simio Factory Digital Twin
A continuación resumiremos las principales ventajas de Simio Factory Digital Twin como solución de diseño y programación operativa de fábricas.
3.2.1 Doble uso: Diseño y operación de fábricas
Aunque en este caso se trata de mejorar el rendimiento y la puntualidad de las entregas mediante una mejor programación a partir del diseño existente de la fábrica, Simio Factory Digital Twin también puede utilizarse para optimizar la distribución y el diseño de la fábrica, a diferencia de las herramientas de programación tradicionales. El mismo modelo de Simio que se utiliza para la programación de la fábrica puede emplearse para probar cambios en las instalaciones, como añadir nuevos equipos, cambiar los niveles de personal, consolidar los pasos de producción, añadir inventario intermedio utilizando la metodología de reposición DDMRP o introducir nuevas referencias de productos.
3.2.2 Programas procesables
Un requisito básico de cualquier solución de programación es que proporcione programas procesables que puedan implementarse en la fábrica real. Si se envía un programa de producción no procesable a la planta de producción, el personal de producción no tiene más remedio que ignorar el programa y tomar sus propias decisiones basándose en la información local.
Para que un programa sea aplicable, debe reflejar todas las restricciones detalladas del sistema. Dado que Simio Factory Digital Twin se basa en una herramienta de modelado orientada a objetos, el modelo de la fábrica puede capturar todas estas restricciones con tanto detalle como sea necesario. Esto incluye restricciones complejas como dispositivos de manipulación de materiales, equipos complejos, trabajadores con diferentes habilidades y requisitos de secuenciación complejos.
En muchos sistemas existen normas de funcionamiento que se han desarrollado a lo largo del tiempo para controlar los procesos de producción. Estas reglas de funcionamiento son tan importantes como las restricciones clave del sistema; cualquier programación que ignore estas reglas de funcionamiento es inviable. Esto incluye decisiones operativas como que el ProductoABC sólo puede ejecutarse en la Máquina1 o en la Máquina2, mientras que el ProductoXYZ puede ejecutarse en la Máquina2 o en la Máquina3 en la misma zona del puesto de trabajo de la máquina, teniendo en cuenta también el coste o la eficiencia operativa. El marco de modelización de Simio dispone de una lógica de decisión flexible basada en reglas para aplicar estas reglas de funcionamiento. Como parte de la ejecución del modelo de simulación, estas reglas y restricciones se evalúan en cada punto del calendario de eventos para garantizar que todas las tareas de materiales y recursos estén también totalmente sincronizadas con el calendario real de ejecución de la producción. El resultado es un calendario procesable que respeta tanto las limitaciones físicas del sistema como las normas de funcionamiento estándar y el calendario de ejecución.
3.2.3 Ejecución rápida
En la mayoría de las organizaciones, la vida útil de un programa es corta porque se producen eventos no planificados y variaciones que invalidan el programa actual. Cuando esto ocurre, debe regenerarse y distribuirse un nuevo programa lo más rápidamente posible para que la producción siga funcionando sin problemas. Un enfoque manual o basado en la optimización para la regeneración de la programación que tarde horas en completarse no es práctico; en este caso, los operarios del taller suelen tomar el relevo y aplicar sus propias decisiones locales de programación que pueden no estar alineadas con los KPI de todo el sistema. Cuando se producen eventos aleatorios, Simio Factory Digital Twin puede responder rápidamente y generar y distribuir una nueva programación procesable. La regeneración de la programación puede ser activada manualmente por el programador o automáticamente por eventos en el sistema activados por sistemas operativos como el MES o los dispositivos IoT.
3.2.4 Modelo animado en 3D y programación
En otros sistemas de programación, la única vista gráfica del modelo y la programación es el diagrama de Gantt de recursos. En cambio, el Gemelo Digital de Simio Factory proporciona una potente comunicación y visualización tanto de la estructura del modelo como de la programación resultante. Lo ideal sería que cualquier persona de la organización -desde la planta de producción hasta la alta dirección- pudiera ver y entender el modelo lo suficientemente bien como para validar su estructura. Una buena solución no sólo mejora la capacidad de generar un programa procesable, sino también de visualizarlo y explicarlo a todos los niveles de la organización.
El diagrama de Gantt de Simio tiene un vínculo directo con la vista animada en 3D de la fábrica; haga clic con el botón derecho del ratón en un recurso de la escala de tiempo de la vista de Gantt y Simio mostrará al instante una vista animada de ese recurso en la fábrica, con las máquinas, los trabajadores y el trabajo en curso en ese momento del calendario. A partir de ese momento, el planificador puede simular el avance en el tiempo y ver cómo se desarrolla el programa en el sistema real. Las ventajas de Simio Factory Digital Twin comienzan con la generación precisa y rápida de un programa procesable. Pero las ventajas culminan en la capacidad de Simio Factory Digital Twin para comunicar la estructura de la fábrica, la lógica del modelo y las planificaciones resultantes a todo aquel que lo necesite.
3.2.5 Análisis de riesgos
Una de las principales deficiencias de las herramientas de programación es su incapacidad para hacer frente a los imprevistos y las variaciones. En cambio, Simio Factory Digital Twin puede modelar con precisión estos imprevistos y variaciones para no sólo proporcionar una programación detallada, sino también analizar el riesgo asociado a la programación.
Al generar el programa, los eventos aleatorios y la variabilidad de procesamiento se desactivan automáticamente para generar un programa determinista. Al igual que otros calendarios deterministas, es optimista en términos de cumplimiento de plazos. Sin embargo, una vez generado este calendario, el mismo modelo se ejecuta varias veces con los eventos y la variación activados, para generar un muestreo aleatorio de múltiples calendarios basados en la incertidumbre del sistema. El conjunto de calendarios generados aleatoriamente se utiliza entonces para derivar medidas de riesgo, como la probabilidad de que cada pedido se envíe a tiempo. Estas medidas de riesgo se muestran directamente en el diagrama de Gantt y en los informes correspondientes, lo que permite al programador saber de antemano qué pedidos corren el riesgo de llegar tarde, de modo que pueda tomar medidas para asegurarse de que los pedidos importantes tengan una alta probabilidad de enviarse a tiempo.
3.2.6 Análisis de restricciones
No es infrecuente que el proceso de planificación de la cadena de suministro, que se basa en un modelo de capacidad aproximada de la fábrica, envíe más trabajo a una instalación de producción del que se puede producir fácilmente, teniendo en cuenta la capacidad real y las restricciones operativas de la instalación. Cuando esto ocurre, el programa detallado resultante tendrá uno o más trabajos retrasados y/o trabajos con alto riesgo de retraso. Se plantea entonces la cuestión de qué acciones puede tomar el programador para garantizar que todos los trabajos importantes se entregan a tiempo.
Aunque otros enfoques de programación generan un programa, Simio Factory Digital Twin va un paso más allá al proporcionar también un análisis de restricciones que detalla todo el tiempo sin valor añadido (NVA) que emplea cada trabajo en el sistema. Esto incluye el tiempo de espera de una máquina, un operario, un material, un dispositivo de manipulación de materiales o cualquier otra restricción que esté impidiendo la producción del artículo. Por lo tanto, si el programa muestra que un artículo va a llegar tarde, el análisis de restricciones muestra qué acciones se podrían tomar para reducir el tiempo NVA y enviar el producto a tiempo. Por ejemplo, si el artículo pasa un tiempo considerable esperando una operación de preparación, puede estar justificado programar horas extra para el operario asociado o realizar campañas adicionales de productos para reducir los tiempos de preparación.
3.2.7 Multiindustria
Aunque la programación dentro de las cuatro paredes de una instalación de producción discreta es un área de aplicación importante, existen muchas aplicaciones de programación más allá de la fabricación discreta. Muchas aplicaciones de fabricación implican flujos de fluidos con tanques de almacenamiento/mezcla, procesamiento por lotes, así como producción de piezas discretas. A diferencia de otras herramientas de programación cuyo ámbito de aplicación se limita a la fabricación discreta, Simio Factory Digital Twin se ha aplicado en numerosos ámbitos de aplicación, como la fabricación en modo mixto, la planificación maestra, la planificación de capacidades, etc. Estas aplicaciones son posibles gracias al flexible marco de modelado de Simio.
3.2.8 Integración flexible
Un gemelo digital de fábrica es un modelo de simulación detallado que está directamente conectado a los datos del sistema en tiempo real. Las herramientas de modelado de simulación tradicionales tienen una capacidad limitada para conectarse a datos en tiempo real procedentes de ERP, MES y otras fuentes de datos. Por el contrario, Simio se ha diseñado desde cero con la integración de datos como requisito principal.
Simio es compatible con la implementación de un Gemelo Digital al proporcionar un conjunto de datos relacionales en memoria flexible que puede asignarse directamente tanto a componentes del modelo como a fuentes de datos externas. Este enfoque permite la integración directa con una amplia gama de fuentes de datos, al tiempo que permite una rápida ejecución del modelo de gemelo digital de la fábrica Simio.
3.2.9 Modelos generados por datos
En las aplicaciones globales suele haber varias instalaciones de producción repartidas por todo el mundo que fabrican los mismos productos. Aunque cada fábrica tiene su propio diseño, suele haber un solapamiento significativo en términos de recursos, como equipos y trabajadores, así como de lógica de procesamiento. En este caso, Simio proporciona funciones especiales que permiten generar automáticamente el gemelo digital de cada fábrica a partir de tablas de datos que se asignan a componentes de modelado que describen los recursos y procesos. Esto simplifica enormemente el desarrollo de múltiples implementaciones de gemelos digitales de fábrica en toda la empresa y también permite reconfigurar cada gemelo digital de fábrica mediante ediciones de tablas de datos para adaptarse a los cambios en curso en los recursos y/o procesos.
4. Componentes de la solución Simio
Las secciones siguientes proporcionan información adicional sobre algunos de los principales componentes de la solución Simio Factory Digital Twin. Los componentes de la solución y los entregables se ajustarán y acordarán en función de los requisitos funcionales detallados y el alcance del proyecto de cada cliente.
4.1 Modelo de simulación de fábrica en 3D
El nivel de detalle del modelo, incluidas las restricciones físicas, las reglas de negocio y la lógica de decisión, se determinará durante la fase de Especificación de Requisitos Funcionales (FRS) de un proyecto para garantizar que la planificación resultante de Simio sea precisa hasta un nivel que satisfaga los requisitos y expectativas operativos. El modelo también se utilizará para realizar algunos análisis "Y si..." con el fin de probar las estrategias operativas y la lógica de decisión aplicadas actualmente. Las operaciones pueden optimizarse en función de KPI específicos como la entrega a tiempo, el menor coste, el tiempo en el sistema, etc. Si se dispone de los datos necesarios, Simio puede incluir el cálculo de costes por actividades como parte del motor de simulación y optimización. La figura 4 ofrece un ejemplo de lo que podría ser la representación gráfica del modelo de simulación de Simio mostrando un modelo de demostración sencillo de una operación de producción hipotética.
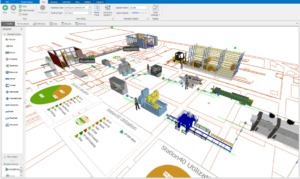
Figura 4 - Captura de pantalla de una vista típica de la instalación de un modelo de simulación
4.2 Importación y exportación de datos
Se ha creado una capacidad de integración para importar y exportar datos entre Simio y fuentes de datos externas como sistemas ERP, sistemas MES, dispositivos IoT e incluso fuentes de datos basadas en Excel para crear el Gemelo Digital de Fábrica que proporciona una programación basada en eventos en tiempo real. Utilizando las capacidades de programación basadas en simulación de Simio, se desarrolla un modelo de fábrica virtual para representar las restricciones detalladas de recursos y materiales dentro de un sistema de producción. A continuación, la interconexión del modelo de fábrica virtual con las fuentes de datos externas permite que el modelo se convierta en un Gemelo Digital de Fábrica. Este Simio Factory Digital Twin integrado puede ahora funcionar y generar planificaciones casi en tiempo real si es necesario. Esto significa que, a medida que se producen acontecimientos en la planta de producción, el programa de producción puede volver a ejecutarse rápidamente para redirigir los pedidos alrededor de posibles cuellos de botella y limitaciones.
Por ejemplo, la integración puede emplear servicios web, llamadas API y vinculación directa de tablas a sistemas de bases de datos y Excel para importar datos al modelo. El inventario, las órdenes de producción, las rutas, la lista de materiales, el estado de los pedidos y el estado de las máquinas se capturan a través de esta integración de entrada para obtener los datos necesarios para crear el programa de producción.
Una vez generado el programa en Simio, se exporta a sistemas de datos externos utilizando la técnica de integración adecuada. La figura 5 muestra una tabla de datos importada a Simio Factory Digital Twin. La estructura de las tablas de datos es flexible para replicar el formato de datos del sistema del cliente.
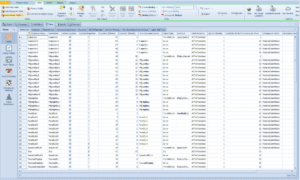
Figura 5 - Captura de pantalla de un ejemplo de tabla de datos integrada en Simio
4.3 Calendarios y diagramas de Gantt
Una vez desarrollado el modelo de simulación 3D e integrado en los sistemas empresariales pertinentes, el Gemelo Digital de Simio Factory creará una planificación que estará disponible a través de la interfaz de usuario de Simio Scheduler para la interacción del planificador. La lista de tareas detallada para cada recurso (incluidos equipos, mano de obra, herramientas, transporte, etc.), así como los requisitos de material para cada paso del proceso, se generan y se exportan a los sistemas empresariales pertinentes, como los sistemas ERP y/o MES. La interfaz de usuario de Simio Scheduler, tal y como se ilustra en la Figura 6, muestra la planificación como una vista de orden (entidad) que muestra las órdenes de producción y su asignación a cada recurso específico en función de las reglas y la lógica de decisión capturadas en el modelo de simulación. Además, se muestra gráficamente la evaluación de riesgos asociada a cada orden (por ejemplo, la probabilidad de que cada orden se entregue a tiempo).
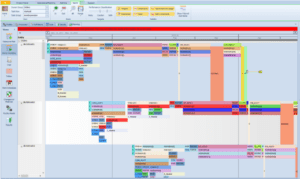
Figura 6 - Interfaz de usuario de Simio que ilustra el uso de recursos en el diagrama de Gantt
La interfaz de usuario de Simio Scheduler también producirá una vista de recursos para ver el pedido producido en cada uno de los requisitos y restricciones de recursos, mostrando gráficamente los pedidos retrasados como se ilustra en la Figura 7 a continuación.
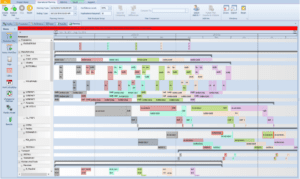
Figura 7 - Interfaz de usuario de Simio que ilustra el flujo de trabajo de los pedidos en el diagrama de Gantt
Estos diagramas de Gantt son interactivos y el planificador puede utilizarlos para añadir tiempos de inactividad, actualizar las prioridades de los pedidos y modificar la programación de los recursos de trabajo. A continuación, el plan puede volver a ejecutarse para mostrar el nuevo programa de producción basado en los cambios. Los datos también pueden actualizarse automáticamente utilizando determinados desencadenantes de los sistemas externos para que se cree automáticamente un nuevo programa. El proceso de programación de la producción también puede ejecutarse de forma completamente autónoma para apoyar iniciativas de alto nivel de automatización y de fábrica inteligente como parte de la revolución de la Industria 4.0.
4.4 Informes y cuadros de mando
Simio Factory Digital Twin proporciona un conjunto de informes personalizables y cuadros de mando interactivos para ayudar al programador a analizar y distribuir la programación. La planificación puede imprimirse como una serie de informes que se distribuyen a los operarios en la planta como una lista de tareas para el turno o exportarse a los sistemas empresariales existentes para su distribución y ejecución electrónicas. La figura 8 es un ejemplo de un cuadro de mandos que muestra de forma interactiva la lista de envíos y la utilización de los distintos recursos. Estos cuadros de mando son totalmente configurables en función de las necesidades de los usuarios.
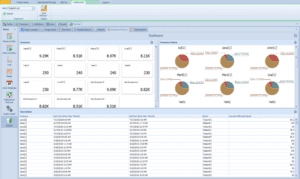
Figura 8 - Cuadro de mando ilustrativo de Simio que puede personalizarse según las necesidades
Los informes estándar, como el programa diario, también están disponibles para que los operarios puedan ver el siguiente trabajo que se va a realizar en cada recurso de producción, como se ilustra en la Figura 9.
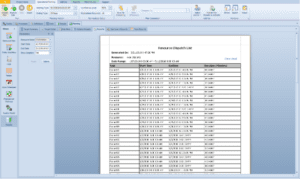
Figura 9 - Informe de tabla ilustrativo de Simio que puede configurarse a medida según sea necesario
4.5 Despliegue operativo
Todos los resultados de la programación, incluidos los diagramas de Gantt, los cuadros de mando y los informes, pueden publicarse en el portal de Simio para que los operadores, los gestores y las partes interesadas puedan consultarlos en toda la empresa. Se puede acceder a los resultados mediante un navegador web estándar o dispositivos móviles táctiles, como tabletas, sin necesidad de software. El Portal Simio es una plataforma que proporciona visibilidad y actualizaciones instantáneas del plan a proveedores de serviciosexternos, como proveedores de servicios logísticos, proveedores de materiales y fabricantes subcontratados. Todas las partes implicadas en el proceso de producción y en la cadena de suministro ampliada pueden acceder ahora a la información necesaria para garantizar una sincronización adecuada de las actividades que respalde plenamente el proceso de producción. En un despliegue completo basado en la nube, el portal también puede utilizarse para que los planificadores realicen la programación detallada de las operaciones diarias, poniendo los resultados a disposición de todas las partes interesadas cuando se produzca la programación o la reprogramación. Los resultados pueden filtrarse fácilmente a grupos concretos con permisos para que varios departamentos vean informes específicos. El gemelo digital también puede desplegarse como un sistema autónomo totalmente integrado que reaccione a los desencadenantes de eventos acordados desde otros sistemas o dispositivos a nivel de empresa para permitir un modelo operativo completo de fábrica inteligente. La figura 10 es un ejemplo de la pantalla del portal que muestra el diagrama de Gantt de recursos. El portal está disponible en la nube pública Microsoft Azure, así como en una versión privada en la nube local.
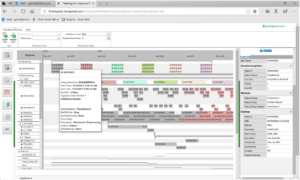
Figura 10 - Captura de pantalla de la vista del portal Simio
5. Arquitectura de TI e integración
A diferencia de las herramientas de modelado de simulación tradicionales, Simio se ha diseñado desde cero centrándose en la integración de datos con ERP/MES existentes, dispositivos y fuentes de datos personalizadas para permitir la creación del Gemelo Digital. Este requisito ha impulsado el diseño tanto de los datos como de las funciones de modelado de Simio.
Un Gemelo Digital de Simio Factory se integra como parte de los sistemas de información que gestionan el día a día de la organización. Simio se vincula tanto a los sistemas de información transaccionales que proporcionan datos sobre las órdenes de trabajo, las rutas de trabajo y los niveles de personal (datos estáticos), como a los sistemas de información operativos que realizan un seguimiento del estado de los recursos y de la transformación de las materias primas en productos acabados (datos dinámicos). La relación de Simio Factory Digital Twin con los sistemas ERP y MES se ilustra en la figura 11.
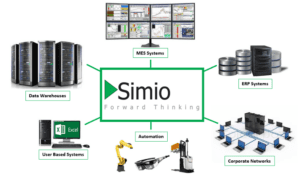
Figura 11 - Simio como Gemelo Digital de proceso conectado a los sistemas de la empresa
Aunque los datos transaccionales pueden proceder de muchas fuentes distintas, la mayoría de los datos críticos proceden de los sistemas ERP y MES. Estos sistemas proporcionan dos (2) salidas principales para la gestión de la producción, que luego se utilizan como entradas para el Gemelo Digital de Fábrica de Simio. El primero es una lista maestra de órdenes de producción -como fechas de lanzamiento, fechas de vencimiento y cantidades pedidas- junto con los productos componentes y los productos finales necesarios para satisfacer la demanda de los clientes. Esta lista también tiene datos secundarios asociados, como las hojas de ruta de los trabajos, la lista de materiales, etc. El segundo resultado primario es un programa de compra de materiales que enumera los artículos que se necesitan de proveedores externos, incluida su hora prevista de llegada, con el objetivo de hacer coincidir estos materiales con el programa de producción.
En algunos casos, algunos de los datos transaccionales pueden residir fuera de los sistemas ERP y MES en hojas de cálculo, bases de datos, archivos planos o incluso dispositivos IoT. Simio está diseñado para importar datos transaccionales de estas fuentes.
Simio ofrece tres (3) características clave para integrar el modelo de programación en los datos transaccionales y operativos. La primera es una base de datos relacional en memoria totalmente configurable para adaptarse al esquema de cualquier fuente de datos externa. La segunda es una arquitectura abierta que permite crear conectores personalizados para importar datos transaccionales u operativos de fuentes externas utilizando distintos métodos, como servicios web, enlaces a tablas, etc. El tercero son las construcciones de modelado (objetos) que son totalmente configurables para mapear los datos relacionales en las tablas de datos.
Estas características se combinan para proporcionar un marco de modelado que puede asignarse a cualquier dato externo, independientemente de la fuente o del esquema de datos. La base de datos relacional configurable en memoria de Simio proporciona la interfaz clave entre los datos de la empresa y la lógica del modelo. Los datos transaccionales y operativos se importan a este esquema de datos y se mantienen en memoria para una ejecución rápida del modelo de programación. La lógica del modelo puede leer y escribir en esta base de datos.
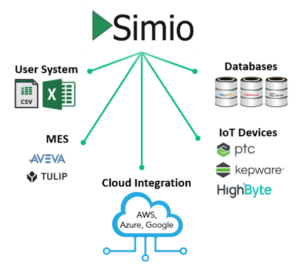
El esquema de la base de datos es totalmente configurable y puede coincidir exactamente con el esquema existente de las fuentes de datos externas, lo que elimina la necesidad de transformar los datos durante la importación y la exportación. Las acciones de importación y exportación se realizan a través de conectores de datos que se vinculan a fuentes de datos externas. Los conectores de datos estándar pueden conectarse a sistemas externos a través de Web API, bases de datos, Excel y archivos CSV. Mediante el conector de datos Web API, Simio puede extraer datos directamente de la Plataforma de Integración en la Nube de SAP, AVEVA MES y PTC Kepware, y enviarlos.
Simio Portal también cuenta con una API web que se utiliza para automatizar la generación de la planificación basada en eventos en tiempo real. La API web de Simio se utiliza para activar la generación de la planificación. Durante la generación de la planificación, los datos se actualizarán primero desde los sistemas externos. Una vez completada la planificación, los datos se exportan a los sistemas externos y la planificación también puede publicarse para que se visualice en toda la organización. La figura 12 ilustra las distintas opciones de integración.
Los datos transaccionales para el modelo de programación suelen descargarse del ERP al principio de cada periodo de planificación y son estáticos durante el periodo de planificación. En cambio, los datos operativos del MES cambian constantemente, por lo que el conector MES suele ser dinámico. Por ejemplo, un fallo de una máquina detectado por el MES puede hacer que Simio genere automáticamente una nueva planificación basada en el tiempo de inactividad previsto para la máquina. El marco de integración de Simio admite tanto conectores estáticos como dinámicos para datos transaccionales y operativos.
6. Opciones de despliegue de Simio
Simio ofrece varias opciones de despliegue para adaptarse a distintos entornos operativos y métodos de trabajo. Dado que Simio RPS es una solución tanto de simulación (diseño) como de programación (operación), es utilizada por diferentes personas en diferentes roles de usuario a medida que el proyecto avanza desde su fase de simulación y análisis (diseño) hasta las fases de programación y despliegue operativo (operación). En función de los requisitos, un cliente puede desplegar Simio RPS en cualquiera de las opciones de despliegue enumeradas y mostradas en la Figura 13.
6.1 Opción 1 - Escritorio - Fase de diseño
Durante la fase de diseño y análisis para desarrollar el modelo de fábrica virtual, a menudo se prefiere desplegar Simio en un ordenador portátil o de sobremesa. Esto facilita el trabajo offline de los miembros del equipo del proyecto, ya que los modelos se almacenan como archivos XML que son fáciles de transferir entre ordenadores o incluso de enviar por correo electrónico a los miembros del equipo cada vez que se han realizado actualizaciones en el modelo para su revisión y comprobación. Esta opción de sobremesa también es válida para el despliegue operativo del sistema de programación siempre que el ordenador de sobremesa o portátil tenga acceso a la red del cliente para acceder a los datos operativos necesarios para ejecutar el modelo y generar la programación. Esta opción funciona especialmente bien durante la fase inicial de despliegue y prueba de la solución, mientras se requieren mejoras continuas y cambios en el modelo para afinar la programación antes del despliegue final de la empresa en una plataforma basada en la nube.
6.2 Opción 2 - Solución alojada (pública o privada) - Fase de explotación
La solución en la nube de Simio, el Portal Simio, se proporciona para dar soporte tanto a una oferta de nube pública alojada en Microsoft Azure como a una versión de nube privada que se alojará en las instalaciones para cumplir con las políticas corporativas más estrictas de despliegue y funcionamiento de TI para sistemas de producción. Para alojar el portal local de Simio, el cliente deberá adquirir la infraestructura de hardware necesaria para crear este entorno alojado detrás de sus propios sistemas de seguridad (cortafuegos). Esto también puede subcontratarse a un servicio de alojamiento privado en función de la política de la empresa. La solución en la nube Simio Portal también puede utilizarse para experimentar y evaluar estrategias operativas modificando los datos y parámetros establecidos durante la fase de desarrollo del modelo.
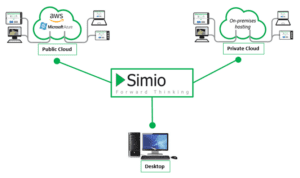
Figura 13 - Opciones de despliegue de Simio
7. El papel de Simio en la Industria 4.0
La Industria 3.0 fue responsable de la informatización y automatización de la industria manufacturera. Esto dio lugar a la creación de una gran cantidad de datos transaccionales y de nivel de ejecución que debían almacenarse y analizarse para ajustar y mejorar el rendimiento del sistema, creando una sombra digital de la fábrica (instantánea digital). Como parte de esta transformación de la Industria 3.0, se aplicó la analítica de datos a estos datos para descubrir y comunicar patrones y tendencias de datos significativos. Aunque la analítica de datos aplicada a los datos pasados es útil, la verdadera potencia proviene de la conexión de los datos de los componentes en tiempo real con el modelo virtual de la fábrica para convertirse en el Gemelo Digital de la Fábrica. Ahora y en el futuro, a medida que se desarrolla la Industria 4.0, a medida que los ordenadores se conectan y se comunican entre sí para, en última instancia, tomar decisiones sin intervención humana, Simio Factory Digital Twin será un componente crítico en este proceso, ya que proporciona las siguientes capacidades clave para el proceso de transformación digital:
- Se integra con los datos de la empresa, los genera y los impulsa por completo (se adapta a los cambios del entorno).
- Simula el futuro replicando el comportamiento de la fábrica física para proporcionar un análisis predictivo y prescriptivo del sistema (prospectivo).
- Mejora tanto el diseño (análisis de sistemas nuevos y actuales) como las operaciones (programación) de la fábrica.
- Genera una programación detallada y procesable (lista de tareas y requisitos de material) con una evaluación del riesgo de los objetivos definidos, como las fechas de entrega y el coste.
- Proporciona una forma sistemática de mejorar y sincronizar los datos contenidos en los diferentes sistemas de la empresa (ERP, MES, Excel, etc.).
- Proporciona un mecanismo para armonizar las personas y los procesos mediante la evaluación de todas las mejores prácticas seleccionando las mejores para su implantación y formación en todos los departamentos y otras instalaciones similares.
- Ofrece una programación integrada que tiene en cuenta la demanda (pedidos), la capacidad y los materiales de forma simultánea para todo el sistema de principio a fin en todos los procesos (mezcla, almacenamiento, llenado, control de calidad, materiales, etc.).
- Consiste en una metodología de toma de decisiones y optimización totalmente transparente (enfoque Glass box) frente a los típicos algoritmos de optimización y motores de IA que suelen generar resultados no transparentes (enfoque Black box).
Simio Gemelo Digital es un componente clave de la fábrica inteligente del futuro. Proporciona tanto una visión agregada del estado del sistema en su conjunto como un medio de predicción en el tiempo para ver el estado futuro previsto, tal y como se ilustra en la Figura 14.
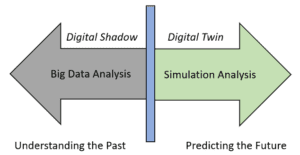
Figura 14 - Análisis retrospectivo y prospectivo
Simio difiere de las herramientas tradicionales de modelado de simulación en que está diseñado desde cero para ejecutarse como un componente vivo de una fábrica o de un sistema de ejecución de la cadena de suministro. Simio admite datos relacionales complejos en memoria, conexiones a fuentes de datos en tiempo real, reglas de decisión dinámicas complejas, registro detallado de recursos, materiales y tareas, junto con Gantts, informes y cuadros de mando personalizables para comunicar los resultados de la programación. Se trata de una funcionalidad esencial para proporcionar un modelo de proceso virtual conectado de la fábrica. La Figura 15 muestra la relación del modelo de fábrica virtual de Simio con el ERP y el MES/IoT, junto con las capacidades clave que se habilitan en la Smart Factory. Sólo utilizando este modelo puede el sistema proyectarse en el tiempo y apoyar la identificación y resolución de problemas antes de que surjan en el sistema real. La interconectividad entre el ERP, MES/IoT y el modelo de fábrica virtual para crear el Gemelo Digital del proceso son los elementos clave de esta capacidad.
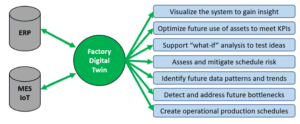
Figura 15 - Relaciones de Simio Digital Twin