El desafío
por Rodrigo De la Fuente, Juan Gatica, Raymond L. Smith III
Según lo presentado en la Conferencia de Simulación de Invierno 2019
La gestión de la capacidad y la fuerza de trabajo en un centro de distribución puede tener impactos significativos en la cadena de suministro en general. Este trabajo examina los efectos de las estrategias de dotación de personal empleadas en las operaciones de bodega de un centro de distribución de bebidas ubicado en la Región del Bío-Bío, Chile. La mano de obra es responsable de descargar y almacenar los envíos de productos entrantes procedentes de plantas de producción distantes, así como de recuperar y preparar los envíos de productos salientes para su entrega local. Se utilizó un modelo de simulación para orientar sobre cómo mejorar las operaciones de almacén medidas por el tiempo de preparación de la carga, los costes de personal y la utilización máxima de la capacidad de almacenamiento. Los resultados recomiendan aumentar la capacidad de almacenamiento de palés del almacén para mejorar la eficiencia. Además, se evaluaron escenarios relativos a la disposición de la empresa a pagar por mejoras relacionadas con la dotación de personal y la formación. Los resultados indican que la inversión en mano de obra reducirá el tiempo de preparación de la carga de la empresa hasta en un 15%.
Introducción
La gestión y el análisis de la cadena de suministro es un tema ampliamente estudiado en la literatura actual, debido principalmente al entorno dinámico y a las complejidades impuestas por los clientes y las características de los productos. Dentro de la cadena de suministro, las operaciones de almacenamiento y distribución desempeñan un papel vital en la entrega de productos a los clientes, pero también añaden complejidad al sistema. La mejora en estos entornos complejos suele requerir métodos avanzados, como la modelización por simulación, para identificar la capacidad, las políticas o las estrategias óptimas. Los centros de distribución (CD) desempeñan un papel esencial en la cadena de suministro al conectar las plantas de producción con la red de distribución. Las operaciones diarias de los CC se enfrentan a problemas de inventario y almacenamiento que, cuando se gestionan adecuadamente, generan valor añadido a los procesos y reducen los tiempos de respuesta (De Koster et al. 2007).
Este estudio examina un conflicto primordial entre las operaciones de almacén y la gestión de los recursos humanos. El conflicto tiene su origen en la actual normativa laboral impuesta por el gobierno chileno, que especifica que los trabajadores deben ser contratados con un contrato de trabajo de duración indefinida tras la renovación de un contrato de trabajo de duración determinada, fijada en un año. Como consecuencia, las empresas suelen optar por despedir a los trabajadores en el undécimo mes de su contrato para evitar tener que adoptar el contrato indefinido y el compromiso de costes. En consecuencia, el despido de un trabajador experimentado y la formación de un nuevo trabajador sustituto tienen repercusiones negativas en el coste y la productividad. Abordando la cuestión de forma más estratégica, la dirección debería considerar cuántos trabajadores deberían conservar el contrato indefinido a tiempo completo para alcanzar y mantener los niveles de productividad. Este estudio pretende ayudar a la dirección a determinar el número de empleados que deben mantenerse y el tamaño adecuado de la capacidad de las instalaciones para mejorar las operaciones de almacén en el centro de distribución local. Para completar este estudio, se realizaron experimentos de simulación utilizando un modelo de simulación de eventos discretos desarrollado con el software de simulación Simio.
Antecedentes
Las instalaciones de almacenamiento pueden desempeñar varias funciones diferentes dentro de una red de cadena de suministro. Como consecuencia, en la literatura se pueden encontrar varios esquemas de clasificación diferentes. Según Ghiani et al. (2004), las instalaciones de almacén deben agruparse simplemente como centros de distribución o como almacenes de producción. En comparación, Frazelle (2001) clasifica las instalaciones de almacén con respecto a su función en la red de la cadena de suministro, como la asignación de materias primas, productos en proceso, productos acabados, distribución, cumplimiento, almacenes locales directos para la demanda de los clientes y servicio de valor añadido. Otra perspectiva considera los procesos de un almacén, que pueden clasificarse en uno de estos tres grupos: (1) procesos de carga, (2) procesos de servicio o almacenamiento, y (3) procesos de salida, que incluyen principalmente la función de expedición. Liong y Loo (2009), por ejemplo, investigaron los procesos de carga y descarga en las instalaciones de un almacén realizando experimentos de simulación en varios escenarios para cuantificar la utilización de los trabajadores y el tiempo de espera. Estos resultados se utilizaron para identificar cuellos de botella y desarrollar mejoras en el sistema. Una de las recomendaciones fue aumentar la capacidad de mano de obra para reducir el uso excesivo de horas extraordinarias y el tiempo de espera de los clientes.
Comprender el proceso de llegada a las instalaciones del almacén consciente es importante en el desarrollo de un modelo de simulación, especialmente porque influye mucho en la dinámica de la capacidad de almacenamiento en las operaciones de almacén. Según Nelson (2013), en la práctica se utiliza mucho un proceso de Poisson no estacionario para modelar procesos de llegada que varían a lo largo del tiempo; y, si no se tienen en cuenta, los resultados de las mediciones clave pueden verse gravemente afectados. Por el contrario, Gerhardt y Nelson (2009) demuestran que los tiempos entre llegadas de los procesos del mundo real tienden a apartarse de Poisson al tener un coeficiente de variación mucho mayor, o menor. Tal es el caso descrito por Brown et al. (2005), donde se analizaron las operaciones de un pequeño centro de llamadas bancarias durante un periodo de un año. Utilizando el análisis de la teoría de colas, el proceso de servicio se dividió en tres componentes fundamentales: (1) llegada de clientes, (2) paciencia de los clientes y (3) duración del servicio. Se realizaron pruebas estadísticas para evaluar el comportamiento de cada componente. A continuación, se evaluó el proceso de llegada para determinar si se trataba de un proceso de Poisson no homogéneo. Para ello se transformaron los datos en una secuencia de variables aleatorias, independientes e idénticamente distribuidas (i.i.d.), uniformemente entre [0,1], que se evaluó mediante la prueba de Kolmogorov-Smirnov (K-S). A continuación, se realizó una transformación logarítmica para evaluar si el proceso se consideraba un Proceso de Poisson No Homogéneo (PPNH). Estos procedimientos condicionan lo que de otro modo podrían haberse considerado datos mal comportados con el fin de modelizar de forma fiable un proceso de llegada.
Por último, las metodologías utilizadas para determinar el tamaño de la capacidad de almacenamiento del almacén, que son una función de la política de inventario (Ghiani et al. 2004), deben considerarse cuidadosamente en el desarrollo de un modelo de simulación. En el caso de que a los productos se les asignen posiciones de almacenamiento fijas, el espacio total necesario en las instalaciones del almacén es la suma del inventario máximo de cada producto dentro del período de evaluación. En el caso de que los productos se asignen de forma dinámica o aleatoria, el espacio total necesario en el almacén se calcula simplemente a partir del inventario máximo alcanzado durante el periodo de evaluación. Además, en la bibliografía se han propuesto métodos matemáticos más avanzados para aproximar la capacidad máxima de almacenamiento. Por ejemplo, Karakis et al. (2015) propusieron un modelo no lineal basado en los parámetros de entrada de la capacidad de almacenamiento y utilizando las especificaciones técnicas conocidas de la maquinaria y los tamaños de los productos para determinar las dimensiones de una instalación de almacén.
La solución
Marco propuesto
Descripción del proceso
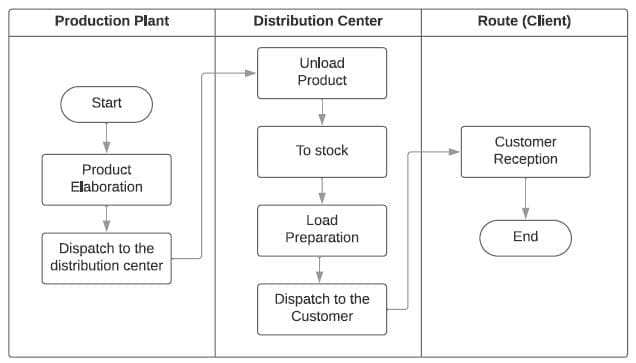
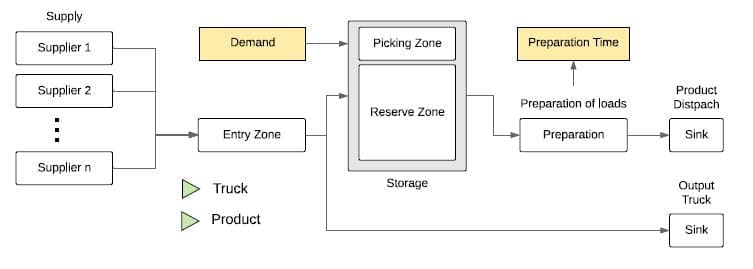
La figura 1 ilustra la relación entre la planta de producción, el centro de distribución y la ruta de distribución, que da como resultado la entrega al cliente. El proceso comienza con la programación de la producción por parte de las distintas plantas proveedoras en función de una previsión mensual. Una vez producida, la producción se envía por camión al centro de distribución, donde el producto se descargará, se almacenará, se recuperará posteriormente para el proceso de preparación de la carga y se colocará en un camión de reparto local. Una vez despachado, un camión saldrá del centro de distribución viajando hacia los destinos de los clientes a lo largo de una ruta planificada. Las plantas de producción suministradoras gestionan una amplia gama de productos, incluidos envases de botellas de diferentes materiales, que se identifican de forma única mediante un total de 324 unidades de mantenimiento de existencias (SKU). Esta variedad contribuye a la complejidad de las operaciones de almacén, ya que hay que tener en cuenta tanto el material de los envases como sus fechas de caducidad. Además, las operaciones de almacén restringen la altura máxima de apilamiento por motivos de integridad del embalaje del producto, lo que impone una limitación a la capacidad de almacenamiento. Al mismo tiempo, la política de la empresa estipula que los productos enviados a los clientes deben tener más de 30 días de caducidad. Para evitar desabastecimientos que provoquen pérdidas en las ventas, hay que mantener existencias suficientes en el almacén para cubrir no sólo la demanda de los clientes, sino también para reponer el producto caducado descubierto que no pueda despacharse a los clientes.
Debido al gran número de SKU, resulta beneficioso establecer familias de productos en las que éstos se agrupen según sus características. Esto mejora el rendimiento computacional del modelo de simulación y abstrae la complejidad del problema. Las agrupaciones se desarrollaron a partir de características que aportan cualidades interesantes para el modelado de las operaciones. Por ejemplo: la información del proveedor puede utilizarse para determinar el comportamiento de los productos que llegan al almacén; el material del contenedor proporciona información sobre la capacidad necesaria para almacenar cada SKU; la cantidad de producto por palé (información utilizada para calcular los stocks); y, el sabor del producto permite representar la intención de demanda de los clientes. Así, las familias se agrupan en función del proveedor, el material del envase, el tamaño del envase y el sabor del producto. Utilizando este enfoque de agrupación se obtuvo un total de 61 familias, de las cuales seis eran productos multienvase.
Los niveles de existencias de productos fluctúan por numerosas razones. Entre los factores que contribuyen a la fluctuación general de los niveles de existencias se encuentran la oferta (50% de la actividad), la demanda (41%), la expedición (6%), los multienvases (2%) y varios (< 1%). En general, el aumento de las existencias se debe en gran medida al incremento de la oferta, mientras que la disminución de las existencias se debe en gran medida a las salidas hacia los clientes y a la creación de productos multiempaquetados. La parametrización de estas operaciones se analiza en las subsecciones siguientes.
El personal de almacén que realiza la recuperación de productos y la preparación de la carga trabaja con uno de estos tres tipos de contrato: (1) fijo a tiempo completo, (2) de duración determinada y (3) eventual. Los contratos de trabajo indefinido a tiempo completo son los más caros de mantener, ya que requieren cotización a la pensión, asistencia sanitaria, salario y pago de horas extraordinarias. Los dos últimos acuerdos están restringidos por la normativa gubernamental a no más de once meses de duración.
La productividad durante las horas de turno se calcula como la suma de las productividades individuales, que depende directamente de los niveles de conocimientos y cansancio de cada trabajador. El nivel de conocimientos de cada trabajador viene determinado por el tiempo que trabaja en la empresa; mientras que el nivel de fatiga se determina en función del número de turnos de noche consecutivos trabajados. La duración del contrato es un factor esencial a tener en cuenta en el estudio, ya que la productividad en la recuperación de productos y la preparación de la carga está directamente relacionada con la rotación del personal. A mayor rotación, más trabajadores con contrato de duración determinada serán despedidos y sustituidos por personal inexperto que requiere un periodo de aprendizaje antes de ser plenamente productivo.
Parámetros de modelización
Tal y como comentan He et al. (2016), el proceso de Poisson de llegada debe seguir las siguientes condiciones: N(0) = 0, llegadas independientes, los tiempos entre llegadas deben ajustarse a una distribución exponencial, y el número de eventos en un rango de longitud t se distribuye Poisson con media l t para todo s; t 0 (PfN(t+s)N(s) = ng=elt(lt)n=n!), lo que también indica que un proceso Poisson tiene incrementos estacionarios con E[N(t)]=lt. Por lo tanto, en esta investigación, las llegadas se consideraron independientes entre proveedores, ya que suministran a familias diferentes, y se aplicó a cada proveedor un procedimiento para determinar la Poissoness de las llegadas. Para verificar si el proceso de llegadas es Poisson, se aplicó la metodología descrita por Nelson (2013), que determina la razón entre la varianza del número de llegadas y su número esperado. Así, los procesos de Poisson no estacionarios que cumplen el ratio no deberían ser significativamente diferentes de uno. Sin embargo, los valores observados obtenidos difieren significativamente. Por ejemplo, se determinó que la relación calculada para el producto proveniente de la región de Talca fue de 2,23, lo que indica que un proceso de Poisson no estacionario es inadecuado. Además, el número de llegadas al almacén procedentes de Talca varía a lo largo del año, aunque se observa un aumento significativo antes de las fiestas de Navidad y Año Nuevo en diciembre y de las Fiestas Patrias en septiembre. Además, durante la temporada de invierno la demanda de productos es históricamente baja.
Para superar la desviación de Poissoness, las fluctuaciones en los envíos de productos que llegan al centro de distribución se capturaron en el modelo utilizando tasas semanales. Sin embargo, el redondeo inadecuado de los valores decimales de las tarifas semanales dio como resultado 74 llegadas de camiones por encima de lo observado en la vida real, lo que se traduce en un error máximo de 74 30 = 2.220 palés de sobrealmacenamiento (donde la mayor cantidad cargada por camión es de 30 palés). Para obtener una mejor estimación, procedimos a representar los números decimales de las tasas con distribuciones discretas, de tal forma que el número esperado de cada distribución semanal sea igual a la tasa media calculada. Por ejemplo, si la tasa es igual a 5,3 llegadas por semana, la distribución discreta asociada es Discreta(5;0:7; 6;1) ya que 5 0:7+6 0:3 = 5:3. Por otra parte, el método mencionado obtuvo un número medio de llegadas de 2;085:83 2;086 en una tirada de 36 réplicas, lo que significa un déficit de sólo nueve paletas con lo observado y un error máximo de 930 = 270 paletas. Este último procedimiento se utilizó para parametrizar el número de llegadas de camiones al centro de distribución.
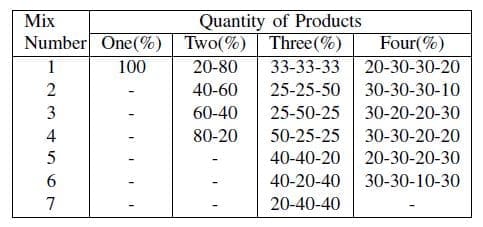
Cuando un camión procedente de la planta de producción llega al centro de distribución, es crucial determinar qué productos y en qué proporción componen la carga. Para ello, se ha creado una densidad conjunta que incorpora tres variables críticas: el tamaño del camión, los productos que contiene y las proporciones de capacidad del camión asignadas a cada producto. De este modo, es posible determinar la probabilidad de que la llegada de un camión tenga una capacidad de 28 palés, donde el 40% pertenece a la familia dos y el 60% a la familia siete (en este caso, la mezcla es 40-60). A partir de los datos históricos, la tabla 1 presenta las mezclas de productos que se producen con mayor frecuencia. Además, para modelar los productos contenidos en la carga se utilizó un vector binario, donde cada posición representa el número de familia correspondiente, asignándose un valor cero en caso de no incluir la familia y uno en la situación contraria.
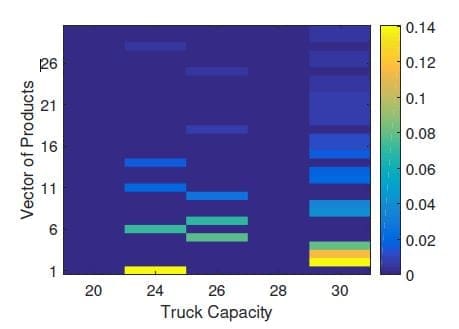
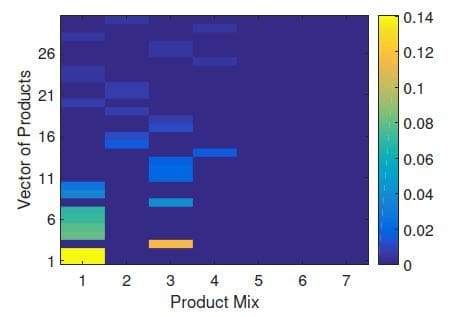
A continuación se presenta la combinación de las tres dimensiones de la densidad conjunta elaborada para modelizar el contenido de los camiones que llegan. En la Figura 2, el eje horizontal representa la capacidad del camión, y el eje vertical identifica los treinta vectores de productos más frecuentes, lo que incluye el predominio de llegadas de camiones con capacidad para 30 palés y primeros vectores de productos, lo que se traduce en una mayor probabilidad de ocurrencia. La figura 3, muestra la combinación Mezcla-Vector (la tercera combinación, Capacidad-Mezcla, no se muestra debido a las restricciones del límite de páginas).
Como ya se ha comentado, la salida de existencias de productos depende en gran medida de la demanda de los clientes. Para modelizar esto, se consideraron las tasas semanales (di), determinadas por dj = å6 i=1 di j=6 donde di j corresponde a la demanda de la semana i, con i 2 1;2; :::;52 representando el número de semana del año, y el día j, con j días de la semana j 2 1;2; :::; 6.
Un procedimiento similar se realizó para las operaciones de despacho y multiempaque. Dado que ambas se producen ocasionalmente en el transcurso de una semana, se determinaron las tarifas semanales a partir de datos históricos y se definió una probabilidad de ocurrencia diaria. Los importes correspondientes a "otras operaciones" se ajustaron empíricamente. Como ya se ha dicho, la productividad del turno depende del nivel de pericia y fatiga de cada trabajador. El nivel de pericia depende de los meses que el trabajador lleva en la empresa: de 0 a 3 meses se considera un nivel principiante con una productividad esperada de 1.500 cajas; de 4 a 6 meses nivel medio con una productividad esperada de 2.200 cajas; y, más de 7 meses se considera un nivel experto con un nivel de productividad esperada de 2.700 cajas. La variabilidad del rendimiento del personal fue especificada por expertos en la materia que fijaron la variabilidad en 200 cajas, la cual se modeló utilizando una distribución PERT. Por ejemplo, los trabajadores con un nivel medio la productividad se expresan como PERT(2.000;2.200;2.400). Además, se definió un porcentaje de descuento para cada trabajador en función del número de turnos de noche consecutivos que había trabajado. Por ejemplo, cuanto mayor era el número de turnos de noche sucesivos trabajados, mayor era el porcentaje de descuento sobre la productividad. Se consideró que el nivel de descuento por fatiga era del 10%, 20% o 30% en función de si el trabajador había trabajado una, dos o tres noches consecutivas, respectivamente.
Se creó una terminología para llevar la cuenta del personal durante los experimentos de simulación. Los tipos de contrato se identificaron como permanente (P), de duración determinada (F) o trabajo eventual (C). Los niveles de experiencia del personal se clasificaron como nivel experto (E), medio (M) o principiante (P). Por último, los turnos se definieron como de mañana (M), tarde (T) o noche (N). Se excluyeron las combinaciones inviables.
Dado que la normativa de la empresa impide almacenar productos fuera del almacén, se utilizó la utilización máxima del almacén para determinar la capacidad de almacenamiento. Para ello, fue necesario controlar el nivel de existencias durante el periodo de simulación mediante una estadística de tipo Tally CapBodegaTally.Maximum. A continuación, la capacidad del centro de distribución para un tiempo t se calcula como max C(t), donde C(t) es la capacidad del almacén en el tiempo t definida como C(t) = åni =1 Si(t)=Amax i . Además, Si(t) es el stock de la familia i en el tiempo t, n es el número total de familias y, por último, Amax i es la pila máxima permitida para la familia i.
Construcción y validación del modelo de simulación
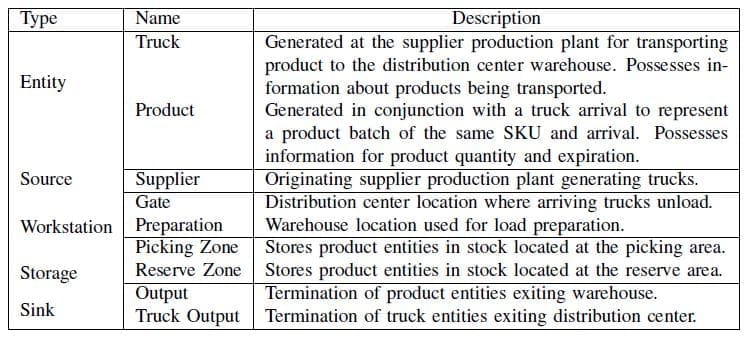
El modelo de simulación se construyó utilizando la plataforma de software de simulación Simio siguiendo los pasos de procedimiento descritos por Law (2008). Los datos de apoyo se obtuvieron del sistema de gestión empresarial SAP de la empresa durante un periodo de un año, desde octubre de 2016 hasta septiembre de 2017. Se modelan los flujos diarios de productos que se originan en los distintos proveedores de las plantas de producción, progresan a través de las operaciones de almacén del centro de distribución y se completan con el envío de los productos a los clientes. En cuanto a las operaciones de almacén, las llegadas de camiones y la demanda de productos dictan la dinámica de los movimientos de productos. La dotación de personal y la capacidad de almacenamiento suelen determinar la capacidad de respuesta y la eficacia a la hora de completar los movimientos de productos requeridos. La figura 4 ilustra el flujo de productos representado en el modelo, y la tabla 2 ofrece una descripción detallada de los objetos de simulación. El modelo tiene en cuenta los flujos de materiales diarios que deben gestionar los trabajadores, como la recepción, el embalaje y la entrega, todos ellos influidos por las variaciones de la demanda. Así, modelizamos diariamente los niveles de existencias de cada familia de productos, para calcular la utilización del almacén, las preparaciones del tiempo de carga y, en consecuencia, las necesidades de mano de obra.
Por ejemplo, consideremos que el turno j 2 J tiene L trabajadores, y que el nivel medio de productividad del trabajador l se define como NPl ; además, el rendimiento del trabajador l se ve afectado por su carga de trabajo acumulada asignada como cansanciol . Por tanto, la productividad del turno j viene dada por PROj = åLl =1NPl (1tardinessl). Entonces, las horas diarias necesarias para las operaciones de almacén T pueden calcularse como T = åJj =1 minfhj; Qj PROj hjg, donde Qj es la demanda total que debe entregarse durante el turno j, y hj es todo el tiempo, en horas, disponible para las operaciones de carga y embalaje durante el turno j. Cada turno puede proporcionar el mínimo entre el tiempo total permitido, y el tiempo total permitido ajustado por la productividad global del turno tras considerar el cansancio de los trabajadores.
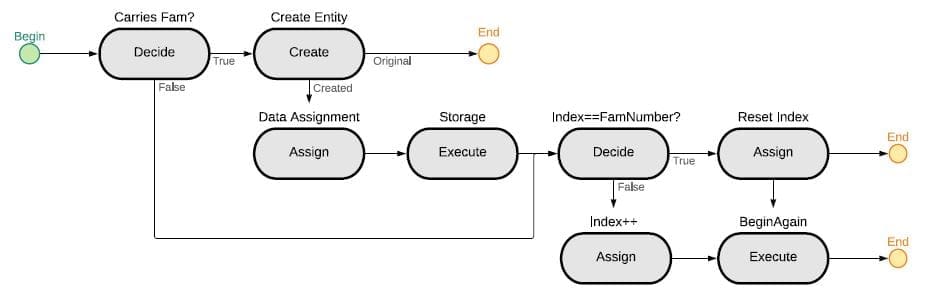
La Figura 5 ilustra el proceso de creación del tipo de entidad Producto que entra en las operaciones de almacén. El proceso utiliza un bucle estructurado en el que se crean entidades y se les asignan propiedades en función de la información asociada al camión entrante. Cuando un camión llega al centro de distribución, el producto se descarga y se asigna al área de picking o de reserva, según corresponda.
La validación del modelo de simulación se realizó comparando los resultados semanales simulados de la capacidad del almacén con los resultados semanales reales observados, tal y como se muestra en la Figura 6. Debido a la falta de registros históricos, el tiempo de producción se validó basándose en el juicio de expertos. Utilizando una prueba t de Student para comparar las diferencias entre las dos medias de muestras no apareadas, el análisis no encontró diferencias estadísticamente significativas a un nivel de confianza del 95%, suponiendo varianzas iguales. Los resultados simulados de los tiempos de preparación de la carga arrojaron una media de 15,11 (0,020) horas, lo que indica que el trabajo en la zona de picking se prolongó con frecuencia mucho más allá de los objetivos de finalización establecidos. Estos excesos de tiempo provocan el retraso en el inicio de las rutas de entrega de salida. El personal administrativo de la empresa confirmó que este resultado se producía en el sistema real. Los resultados del proceso de validación concluyeron que el modelo de simulación es una representación suficiente del proceso del mundo real que puede utilizarse para realizar experimentos.
El impacto empresarial
Experimentos y resultados
Se realizaron experimentos utilizando una serie de escenarios definidos y configurados en el modelo de simulación para obtener aproximaciones del tiempo de preparación de la carga y del tamaño máximo de la capacidad del almacén. Además, se utilizaron tres escenarios de demanda, que incluían niveles pesimistas, esperados y optimistas, para predecir la demanda de productos.
Para desarrollar los experimentos, fue necesario definir el comportamiento de la demanda dentro del periodo de evaluación. Para ello, se analizaron los datos históricos mensuales desde enero de 2014 hasta septiembre de 2017, y correspondientes a este periodo se realizaron previsiones de las ventas mensuales para un horizonte temporal de un año. El mejor modelo de predicción de pronósticos se determinó con base en los resultados del criterio de información de Akaike. Los escenarios de demanda del producto se definieron de la siguiente manera: el escenario optimista se fijó arbitrariamente en un 5% por encima de las ventas previstas, y el escenario pesimista se fijó arbitrariamente en un 5% por debajo de las ventas previstas. De este modo, se obtiene una gama de variabilidad de la demanda.

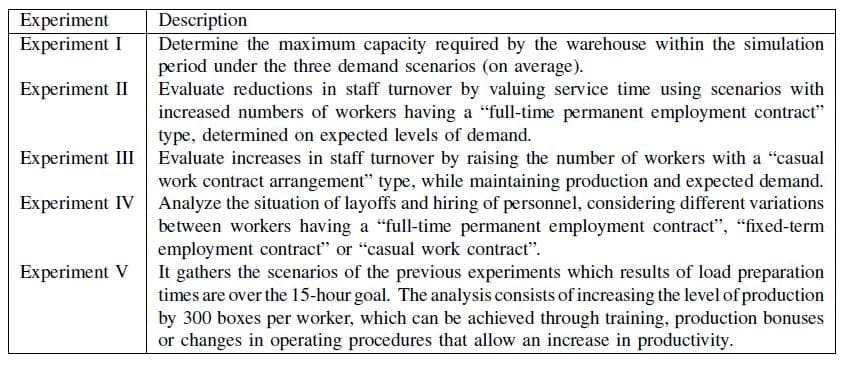
La tabla 3 ofrece una breve descripción de cada uno de los experimentos. El Experimento I se analiza de forma independiente porque aborda específicamente el análisis de la capacidad de almacenamiento, mientras que todos los demás experimentos se refieren a la dotación de personal. La Tabla 4 presenta las entradas utilizadas en el modelo de simulación para el Experimento I. Por último, el Cuadro 5 muestra los resultados obtenidos para la métrica de capacidad máxima utilizada durante el período simulado, incluido el número correspondiente de paletas, para cada uno de los escenarios de demanda. En todos los escenarios se observa que la capacidad máxima requerida es inferior a los datos históricos, lo que se explica por la presencia de una tendencia negativa observable en la serie temporal de demanda de productos.
Los parámetros de entrada para cada uno de los escenarios en los experimentos restantes y los resultados correspondientes a estos experimentos se presentan en la Tabla 5, donde la desviación estándar se muestra entre paréntesis. El tiempo de finalización deseado, de acuerdo con los estándares establecidos por el área de operaciones del almacén, es de un tiempo total de 15 horas, lo que dará como resultado que la preparación de la carga esté terminada a las 9 de la mañana, permitiendo así que el turno de mañana disponga de tiempo suficiente para no causar retrasos en las operaciones de distribución y para completar la limpieza del almacén. En general, los resultados muestran que una inversión en personal aumenta el nivel global de productividad y, en consecuencia, disminuye el tiempo de preparación de la carga.

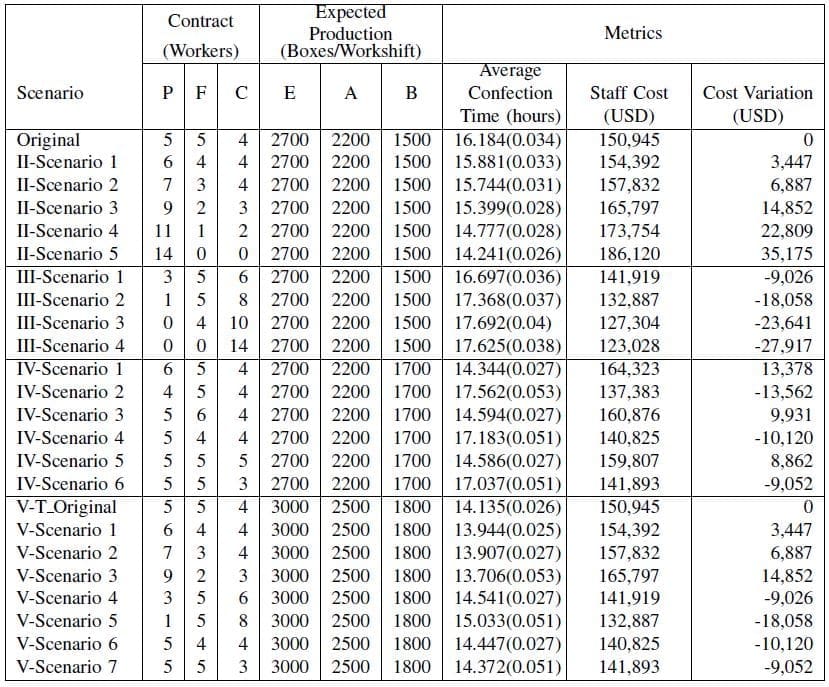
El Experimento V reúne los escenarios encontrados en todos los experimentos anteriores en los que el tiempo medio de preparación de la carga superaba el objetivo de 15 horas. El análisis consiste en aumentar el nivel de productividad a 300 cajas por trabajador, lo que puede lograrse mediante formación, primas de producción o cambios en los procedimientos de las operaciones. Estas modificaciones se evalúan para determinar si las cargas pueden completarse con una duración inferior a 15 horas.
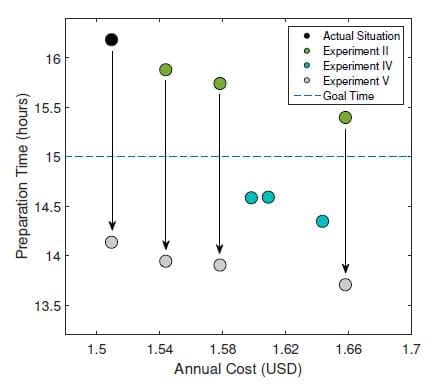
Los resultados de los experimentos II-V se resumen visualmente en la figura 7. La figura ilustra el impacto sobre el tiempo medio de preparación de la carga en horas como resultado del gasto de inversión anual neto asignado a la dotación de personal, que también incluye la formación de los trabajadores. La situación actual se dibuja con un círculo negro en la figura que hace referencia a la línea discontinua vertical (roja) para el nivel de gasto anual atribuido al personal, y la línea discontinua horizontal (azul) identifica el tiempo objetivo de preparación de la carga fijado en 15 horas. En la figura también se muestran círculos de colores que representan los experimentos, donde el Experimento II se identifica en verde, el Experimento III en rojo, el Experimento IV en azul y, por último, el Experimento V en gris. Además, la figura 8 muestra la sensibilidad del parámetro de formación en escenarios en los que no se alcanzó el tiempo de preparación de la carga; los trabajadores fueron sometidos a formación adicional para aumentar su productividad en 300 cajas. La figura 8 ilustra el impacto que tendrán la formación y la disposición a pagar en el tiempo total de preparación. La diferencia vertical entre los marcadores de los círculos indica la mejora prevista del rendimiento a lo largo del tiempo, a medida que los nuevos trabajadores adquieren experiencia, pasando de 0 al objetivo de 300 cajas.
Según la Figura 7, todas las decisiones basadas en el aumento de trabajadores con contratos de bajo coste sin aumentar la plantilla (Experimento II en rojo) presentan costes inferiores a la situación actual. Sin embargo, todos los escenarios están por encima de la línea discontinua azul, lo que indica que no cumplen el objetivo de tiempo de preparación de la carga. Por otro lado, los escenarios que aumentan los trabajadores con "contrato indefinido a tiempo completo" sin aumentar la plantilla (Experimento III en verde) suponen una mejora de la productividad, pero sólo los Escenarios 4 y 5 tienen un tiempo de preparación inferior a 15 horas aunque corresponden a los niveles de inversión más altos considerados en este estudio.
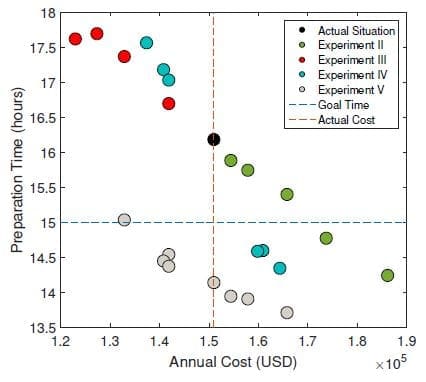
Según las decisiones relacionadas con la contratación y despido de trabajadores, se observa que disminuir la plantilla genera resultados similares a los obtenidos por el aumento de trabajadores con contrato de bajo coste (Experimento IV en azul). Sin embargo, el aumento de la plantilla produce los mejores resultados dado que consigue el tiempo de preparación de la carga con el menor coste observado entre todos los escenarios. Aunque estos escenarios están a la derecha de la línea roja discontinua, implican un aumento del coste.
Por último, los escenarios de aumento de productividad, mediante formación y/o incentivos a la producción, presentan el mejor resultado, ya que se alcanza el tiempo de preparación de cargas a unos niveles de coste anual aceptables. Dependiendo de la metodología utilizada para conseguir un aumento de productividad de 300 cajas, habrá un coste asociado que se traduce en un desplazamiento de los círculos grises hacia la derecha. Por ejemplo, el escenario 5 del experimento de formación (círculo gris con menor nivel de inversión y cercano al tiempo de preparación objetivo), es el que tiene mayor holgura (18.058 USD) para invertir en un programa de mejora de la productividad, de forma que no se supere el coste anual actualmente gastado. Este desplazamiento situaría este escenario cerca de la intersección de dos líneas discontinuas alcanzando una productividad superior a la situación actual al mismo coste. Es necesario considerar que estos resultados se basan en un escenario de demanda esperada. Así, en el caso de un mayor nivel de demanda esperada, el Escenario 5 no alcanzaría los estándares de producción debido a la falta de holgura respecto al objetivo de tiempo de preparación (línea discontinua azul). Por tanto, los escenarios con programas de productividad que contemplan tanto despidos de personal con "contrato de trabajo eventual" como aumento de contratos de corta duración (Escenarios 4, 6 y 7 del Experimento V), tienen una mayor capacidad de absorción de la variabilidad de la demanda y, a su vez, generan un excedente para inversiones en productividad.
En cuanto a la capacidad de almacenamiento, Tompkins et al. (2010) mencionan que cuando un almacén ocupa el 80% de su capacidad, es señal de que hay demanda de más espacio. Los resultados muestran que la capacidad máxima utilizada por los productos alcanza los 2.171,7 palets de media, con una utilización del 84,27%, para el escenario de demanda esperado. Bajo un nivel de demanda optimista, la utilización alcanza el 84,92% y para un escenario pesimista el 82,47%. Estos resultados muestran que el almacén alcanza unos límites en los que necesita más espacio, ya que superan el 80% de su capacidad. La capacidad del almacén debería ser de 2;224:7=0:8 = 2;714:63 2;715 palets. Dado que sólo se dispone de 2.577 ubicaciones para palés, es necesario aumentar la capacidad del almacén en 138 palés. Aunque los resultados estimados de la capacidad del almacén no superan el 90% de utilización, actualmente el centro de distribución debe almacenar ocasionalmente productos fuera del almacén. Esto se explica por la pérdida de capacidad debida a la gran variabilidad del almacén. Por ejemplo, si a una determinada referencia se le ha preasignado capacidad para 10 palés pero sólo hay 7 en stock, se produce esencialmente una pérdida de capacidad equivalente a 107 = 3 palés en términos de capacidad libre. Por lo tanto, para obtener un resultado más concreto, hay que incluir el concepto de asignaciones de productos para captar la variabilidad causada por las restricciones de este tipo.
Conclusiones
Este estudio realiza un análisis cuantitativo para asesorar a la dirección sobre la estrategia y los niveles de inversión necesarios para alcanzar los estándares de productividad establecidos para las operaciones de almacén. Un aspecto central de este estudio fue el establecimiento de un marco para abordar las complejidades de un proceso de llegada en el que los productos entrantes se reciben de varias plantas de producción distantes utilizando camiones de diversos tamaños, que contienen diferentes mezclas de productos y distintas proporciones de productos. Para reducir esta complejidad, se crearon agrupaciones de familias de productos para representar un gran número de productos que fluyen a través de la operación de almacén. Además, se crearon tres densidades conjuntas basadas en las agrupaciones de familias para abordar eficazmente la capacidad de entrada de los camiones, la mezcla de productos y la mezcla de capacidades. Estas abstracciones mejoraron el rendimiento general de la simulación. Además, el punto de diseño del marco fue beneficioso para apoyar los procedimientos descritos para abordar la falta de Poissoness descubierta en el proceso de llegada. El modelo de simulación resultante se utilizó para realizar una serie de experimentos basados en escenarios bien definidos para evaluar el efecto de la capacidad de almacenamiento de las instalaciones y las estrategias de dotación de personal sobre la productividad y los costes.
La capacidad de almacenamiento de las instalaciones se estudió utilizando una previsión de la demanda de productos, especificada en niveles pesimistas, esperados y optimistas, y un procedimiento de planificación de la capacidad de los almacenes. Los resultados del análisis apoyan la ampliación de la capacidad de almacenamiento disponible de las 2.577 ubicaciones de palés existentes a 2.715 ubicaciones de palés. Con este nivel de capacidad, la utilización máxima del almacén se situará en torno al 80% para el escenario previsto de demanda de productos, cumpliendo las directrices del procedimiento. Aunque queda fuera del alcance de este estudio, deberían realizarse trabajos futuros utilizando el modelo de simulación para examinar rigurosamente la pérdida de espacio en la capacidad de almacenamiento debida a la variabilidad de la asignación.
Las estrategias de dotación de personal se estudiaron utilizando el modelo de simulación para realizar una serie de experimentos. En general, los resultados muestran que el despido de un trabajador, para cualquier tipo de contrato laboral, supone un ahorro anual de hasta 27.917 USD; sin embargo, esta decisión empeorará los tiempos de preparación de la carga con sobrecostes superiores a 2,5 horas. Se observó que los escenarios de dotación de personal que alcanzan el estándar de 15 horas para la preparación de la carga aumentan los costes anuales en al menos un 6%. Además, cuando se permiten cambios en los tipos de contrato de los trabajadores, como la transición de "empleo de duración determinada" o "acuerdo de trabajo ocasional" a "empleo permanente a tiempo completo", la rotación de personal disminuye y los tiempos de preparación de la carga satisfacen la norma establecida, aunque con costes más elevados (22.809 USD). Por último, la mejora de la formación tiene un resultado favorable, ya que los tiempos de preparación de la carga cumplen la norma establecida y se genera un excedente de hasta 18.058 USD.
La disposición de la empresa a pagar, o a realizar inversiones, en relación con la dotación de personal es una consideración crítica en el análisis. Si la disposición a pagar de la empresa es mínima, o nula, la mejor acción de la empresa será despedir a los trabajadores bajo el tipo de "contrato de trabajo de duración determinada" antes de su renovación y reinvertir este ahorro en un programa de formación que aumente la productividad de los trabajadores, cuando la inversión no supere los 10.120 USD anuales. Como consecuencia, se producirá una elevada rotación de personal y será necesaria la formación continua de los trabajadores para mejorar su productividad y alcanzar el estándar de tiempo de preparación de la carga.
En comparación, si la empresa está dispuesta a pagar por la dotación de personal, se recomienda una de las tres alternativas siguientes: (1) contratar a un trabajador adicional mediante un "contrato de trabajo ocasional" con un coste anual de hasta 8.862 USD, lo que reducirá el tiempo medio de preparación de la carga a 14 horas.586 horas; (2) desarrollar un programa de formación para mejorar la productividad con una inversión anual máxima de hasta 8.862 USD, lo que permitirá reducir el tiempo medio de preparación de la carga a 14,135 horas; o (3) permitir el cambio de tipo de contrato de "empleo de duración determinada" a "empleo permanente a tiempo completo", combinado con la alternativa 2, con una inversión anual máxima de hasta 5.415 USD, lo que permitirá reducir el tiempo medio de preparación de la carga a 13,944 horas. Como resultado, con una disposición a pagar por la dotación de personal y la formación mejorará significativamente la productividad del almacén.
Biografías de los autores
RODRIGO DE LA FUENTE es Profesor Ayudante en el Departamento de Ingenier'ıa Industrial de la Universidad de Concepci'on (Chile). Es Doctor en Ingenier'ıa Industrial y de Sistemas por la Universidad Estatal de Carolina del Norte. Su direcci'on de correo electr'onico esrodelafuente@udec.cl.
JUAN GATICA es Ingeniero Industrial por la Universidad de Concepci'on (Chile). Su direcci'on de correo electr'onico esjuagatica@udec.cl.
RAYMOND L. SMITH III es profesor adjunto del Departamento de Ingeniería de la Universidad de Carolina del Este, en Greenville (Carolina del Norte). Es Doctor en Ingeniería Industrial y de Sistemas por la Universidad Estatal de Carolina del Norte. Su dirección de correo electrónico essmithraym17@ecu.edu.
Referencias
De Koster, R., T. Le-Duc y K. J. Roodbergen. 2007. "Diseño y control de la preparación de pedidos en almacenes: A Literature Review". European Journal of Operational Research 182(2):481-501.
Frazelle, E. 2001. World-Class Warehousing and Material Handling. Nueva York, Nueva York: McGraw-Hill Education.
Gerhardt, I. y B. L. Nelson. 2009. "Transforming Renewal Processes for Simulation of Nonstationary Arrival Processes" (Transformación de procesos de renovación para la simulación de procesos de llegada no estacionarios). INFORMS Journal on Computing 21(4):630-640.
Ghiani, G., G. Laporte y R. Musmanno. 2004. Introducción a la planificación y el control de sistemas logísticos. Chichester, West Sussex: John Wiley & Sons.
He, B., Y. Liu, yW. Whitt. 2016. "Staffing a Service System with Non-Poisson Non-Stationary Arrivals". Probability in the Engineering and Informational Sciences 30(4):593-621.
Karakis, I., M. Baskak, y M. Tanyas¸. 2015. "Modelo analítico para las dimensiones óptimas del almacén". Research in Logistics & Production 5(3):255-269.
Law, A. M. 2008. "Cómo construir modelos de simulación válidos y creíbles". En Proceedings of the 2008 Winter Simulation Conference, editado por M. Rossetti, R. R. Hill, B. Johansson, A. Dunkin y R. G. Ingalls, 39-47. Piscataway, Nueva Jersey: R. G. Ingalls. Piscataway, Nueva Jersey: IEEE.
Liong, C. y C. Loo. 2009. "A Simulation Study of Warehouse Loading and Unloading Systems Using Arena" (Estudio de simulación de sistemas de carga y descarga de almacenes mediante Arena). Journal of Quality Measurement and Analysis 5(2):45-56.
Nelson, B. 2013. Fundamentos y Métodos de Simulación Estocástica: A First Course. New York, New York: Springer Science & Business Media.
Tompkins, J., J. White, Y. Bozerm, y J. M. Tanchoco. 2010. Planificación de instalaciones. Hoboken, Nueva Jersey: John Wiley & Sons.