Die Rolle, die Schwankungen bei der Entstehung von Engpässen und Verzögerungen in der Fertigung spielen, ist in der Literatur gut dokumentiert, wird aber bei der täglichen Planung und Terminierung der Produktion in der Regel ignoriert. Advanced Planning and Scheduling (APS)-Tools erzeugen Pläne, indem sie die Schwankungen im System vollständig ignorieren. In manchen Fällen werden stundenlange Berechnungen angestellt, um einen Zeitplan zu erstellen; die Grundannahme deterministischer Zeiten macht diesen Zeitplan jedoch von Anfang an unrealistisch und optimistisch. Durch das Ignorieren von Schwankungen erzeugen APS-Tools Zeitpläne, die mehr versprechen, als geliefert werden kann.
Zur Veranschaulichung dieses Punktes nehmen wir ein sehr einfaches Planungsproblem, das eine einzige Maschine umfasst. Im Durchschnitt kommen stündlich Aufträge an unserer Maschine an und benötigen 55 Minuten zur Bearbeitung. Sie werden zwei Stunden nach ihrem Eintreffen abgeholt. Schauen wir uns einen einfachen deterministischen Zeitplan für die Verarbeitung der ersten drei Aufträge in unserem einfachen System an. Das Gantt-Diagramm für unseren Zeitplan auf der Grundlage unserer deterministischen Zeiten ist unten dargestellt:
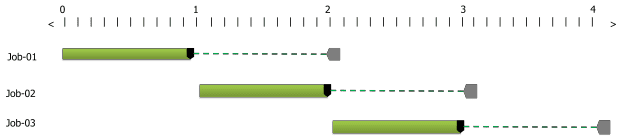
Beachten Sie, dass unser Zeitplan gut aussieht; wir haben eine 92%ige Auslastung unserer Maschine, eine 5-minütige Pause zwischen jedem 55-minütigen Auftrag, und alle Aufträge haben eine 65-minütige Pufferzeit (angezeigt durch die gestrichelte Linie), die in den Zeitplan zwischen der geplanten Fertigstellungszeit und ihrem Fälligkeitsdatum eingebaut ist. Da wir eine Pufferzeit haben, die unsere Produktionsspanne übersteigt, um für unvorhergesehene Probleme vorzusorgen, sieht dies auf den ersten Blick nach einem robusten Zeitplan für unsere geplanten drei Aufträge aus.
Obwohl wir diesen Zeitplan unter der Annahme erstellt haben, dass es keine Abweichungen gibt, gibt es in realen Systemen viele Quellen für Abweichungen. So variieren die Bearbeitungszeiten in der Regel von Auftrag zu Auftrag, eingekaufte oder hergestellte Komponenten können mit Verspätung eintreffen und den Beginn eines Vorgangs verzögern, Maschinen können ausfallen, und das Personal kann nicht erscheinen. Dies sind Dinge, die sich oft unserer Kontrolle entziehen, den Zeitplan beeinträchtigen und dazu führen, dass unsere Leistung hinter unserem Plan zurückbleibt.
Untersuchen wir nun, was mit dem langfristigen Verhalten unseres einfachen Ein-Maschinen-Systems geschieht, wenn wir die Variabilität der Ankunfts- und Bearbeitungszeiten hinzufügen. Wir gehen nun davon aus, dass unsere Daten erwartete Werte darstellen und die tatsächlichen Zeiten um diese Werte herum variieren. Um die mathematische Analyse zu vereinfachen, gehen wir davon aus, dass sowohl die Zeit zwischen den Auftragseingängen als auch die Bearbeitungszeit auf der Maschine exponentiell verteilt sind. Unter dieser Annahme können wir mit Hilfe der grundlegenden Warteschlangentheorie das langfristige Verhalten für die Planung auf dieser einzelnen Maschine berechnen.
Eine einfache Analyse der Warteschlangen zeigt, dass unser System sehr schlecht abschneidet, wenn man die Schwankungen berücksichtigt. Obwohl unsere langfristige Maschinenauslastung bei 92 % liegt, ist die Nutzung unserer Maschine sehr variabel. Der Maschinenbediener arbeitet häufig über lange Zeiträume ohne Pause, und zu anderen Zeiten ist er ausgehungert nach Arbeit mit langen Leerlaufzeiten. Jeder ankommende Auftrag wartet im Durchschnitt 10 Stunden bevor er bearbeitet werden kann, und nur 16 % unserer Aufträge werden rechtzeitig fertig. Wir haben genau dieselbe physische Kapazität wie zuvor, nur sind unsere Lagerbestände und die Pünktlichkeit schrecklich. Was auf der Grundlage deterministischer Werte als machbarer (guter) Plan erscheint, wird bei Berücksichtigung von Schwankungen undurchführbar (schlecht).
Dieses Phänomen erklärt die Kluft zwischen den vorhandenen APS-Tools und der Realität der Arbeitsplanung in einem komplexen Fertigungssystem, das voller Schwankungen und Unsicherheiten ist. Die mit deterministischen Werkzeugen erstellten Pläne können die Realität in der Fabrikhalle nicht angemessen berücksichtigen.
Simio Risk-based Planning and Scheduling (RPS) ist die nächste Generation von APS, die speziell für die Berücksichtigung von Risiken und Unsicherheiten entwickelt wurde. RPS verwendet ein speziell entwickeltes diskretes Ereignissimulationsmodell des Systems, um sowohl die detaillierten Beschränkungen als auch die Variationen im System vollständig zu erfassen. RPS nutzt dieses Modell dann auf zwei Arten. Die erste ist die Erstellung eines detaillierten Zeitplans/Plans. In diesem Fall wird das Modell in einem rein deterministischen Modus ausgeführt; die Maschinen gehen nicht kaputt, die Prozesszeiten sind immer konstant, die Materialien treffen pünktlich ein, usw. Dies ist die optimistische Sichtweise, die von allen APS-Systemen angenommen wird, und führt zu einem deterministischen Plan/einer deterministischen Planung. Sobald der Zeitplan erstellt wurde, wiederholt RPS dasselbe Simulationsmodell mit eingeschalteter Variation und führt eine probabilistische Analyse durch, um die mit dem Zeitplan verbundenen Risiken abzuschätzen. Zu den von RPS generierten Risikomaßen gehören die Wahrscheinlichkeit, dass die benutzerdefinierten Ziele erreicht werden, sowie die erwartete, pessimistische und optimistische Leistung des Zeitplans. Mit RPS generieren wir ein ähnliches Gantt-Diagramm wie zuvor, nur dass wir jetzt farblich kodierte Risikokennzahlen hinzufügen, die unser erhebliches Risiko, unsere geplanten Termine zu verpassen, anzeigen.
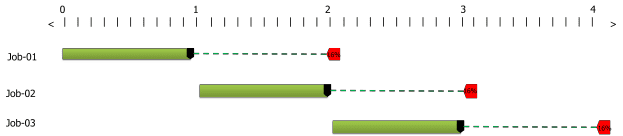
Obwohl ein Schlupf im Zeitplan, der die Zeitspanne übersteigt, "sicher" erscheinen mag, sehen wir in diesem einfachen Beispiel, dass für unsere Aufträge ein hohes Verspätungsrisiko besteht (nur eine 16%ige Chance, rechtzeitig fertig zu werden).
Indem Simio RPS das mit einem bestimmten Plan verbundene Risiko im Voraus sichtbar macht, liefert es die notwendigen Informationen, um frühzeitig Maßnahmen im operativen Plan zu ergreifen, um Risiken zu mindern und Kosten zu reduzieren. Simio RPS bietet eine realistische Sicht auf die zu erwartende Termineinhaltung. Spezifische Alternativen, wie z.B. Überstunden oder die Beschaffung von externem Material/Komponenten von Zulieferern, können in Bezug auf ihre Auswirkungen auf die Risiken der Einhaltung von Terminplanzielen und die Kosten für die Minderung dieser Risiken verglichen werden, wodurch eine kundenzufriedenstellende Betriebsstrategie zu minimalen Kosten ermöglicht wird.
PDF-Version herunterladen
C. Dennis Pegden, PhD. - Produktvorstand von Simio
Simio-Gründer und CPO. Dennis Pegden leitete die Entwicklung der Simulationswerkzeuge SLAM, SIMAN, Arena und Simio. Er ist Mitverfasser von drei Simulationslehrbüchern und hat in einer Reihe von Bereichen wie Planung und Simulation veröffentlicht.