O desafio
por Rodrigo De la Fuente, Juan Gatica, Raymond L. Smith III
Conforme apresentado na Conferência de Simulação de Inverno de 2019
O gerenciamento da capacidade e da força de trabalho em um centro de distribuição pode ter impactos significativos na cadeia de suprimentos geral. Este artigo examina os efeitos das estratégias de alocação da força de trabalho empregadas nas operações de armazém de um centro de distribuição de bebidas localizado na região de Bio-Bio, no Chile. A força de trabalho é responsável por descarregar e armazenar as remessas de entrada de produtos de fábricas distantes, bem como recuperar e preparar as remessas de saída de produtos para entrega local. Um modelo de simulação foi usado para orientar como melhorar as operações do armazém, conforme medido pelo tempo de preparação da carga, custos de pessoal da força de trabalho e utilização da capacidade máxima de armazenamento. Os resultados recomendam o aumento da capacidade de armazenamento de paletes do armazém para melhorar a eficiência. Além disso, foram avaliados cenários referentes à disposição da empresa em pagar por melhorias relacionadas à equipe e ao treinamento da força de trabalho. Os resultados indicam que investir na força de trabalho reduzirá o tempo de preparação de carga da empresa em até 15%.
Introdução
A gestão e a análise da cadeia de suprimentos é um tópico amplamente estudado na literatura atual, principalmente devido ao ambiente dinâmico e às complexidades impostas pelos clientes e pelas características dos produtos. Na cadeia de suprimentos, as operações de armazenamento e distribuição desempenham um papel fundamental na entrega dos produtos aos clientes, mas também aumentam a complexidade do sistema. O aprimoramento desses ambientes complexos geralmente requer métodos avançados, como a modelagem de simulação, para identificar a capacidade, as políticas ou as estratégias ideais. Os centros de distribuição (CD) desempenham uma função essencial na cadeia de suprimentos, ligando as fábricas de produção à rede de distribuição. As operações diárias dos CDs enfrentam problemas envolvendo estoque e armazenamento que, quando gerenciados adequadamente, geram valor agregado aos processos e reduzem os tempos de resposta (De Koster et al. 2007).
Este estudo examina um conflito fundamental entre as operações de armazém e a gestão de recursos humanos. O conflito se origina das atuais normas trabalhistas impostas pelo governo chileno, que especificam que os trabalhadores devem ser contratados com um contrato de trabalho de duração ilimitada após a renovação de um contrato de trabalho de duração fixa, que é fixado em um ano. Como resultado, as empresas geralmente optam por demitir funcionários no décimo primeiro mês de seu contrato para evitar ter de adotar o contrato por tempo indeterminado e o compromisso de custo. Consequentemente, a demissão de um funcionário experiente e o treinamento de um novo funcionário substituto têm impactos negativos sobre o custo e a produtividade. Abordando a questão de forma mais estratégica, a gerência deve considerar quantos trabalhadores devem manter o contrato de trabalho permanente em tempo integral para atingir e manter os padrões de produtividade. Este estudo busca ajudar a gerência a determinar o número de funcionários que devem ser mantidos e o tamanho adequado da capacidade da instalação para melhorar as operações do armazém no centro de distribuição local. Para concluir este estudo, foram realizados experimentos de simulação usando um modelo de simulação de eventos discretos desenvolvido com o software de simulação Simio.
Histórico
As instalações de armazém podem desempenhar várias funções diferentes em uma rede de cadeia de suprimentos. Como resultado, vários esquemas de classificação diferentes podem ser encontrados na literatura. De acordo com Ghiani et al. (2004), os depósitos devem ser agrupados simplesmente como centros de distribuição ou como depósitos de produção. Em comparação, Frazelle (2001) classifica os depósitos com relação à sua função na rede da cadeia de suprimentos, como a alocação de matérias-primas, produtos em processo, produtos acabados, distribuição, atendimento, depósitos locais diretos para a demanda do cliente e serviço de valor agregado. Outra perspectiva considera os processos de um depósito que podem ser classificados em um dos três grupos: (1) processos de carga, (2) processos de serviço ou armazenamento e (3) processos de saída, que incluem principalmente a função de expedição. Liong e Loo (2009), por exemplo, investigaram os processos de carga e descarga em instalações de armazém realizando experimentos de simulação em vários cenários para quantificar a utilização do trabalhador e o atraso no tempo de espera. Esses resultados foram usados para identificar gargalos e desenvolver melhorias no sistema. Uma recomendação incluiu o aumento da capacidade de trabalho manual para reduzir o uso excessivo de horas extras e o atraso no tempo de espera dos clientes.
Entender o processo de chegada para a instalação do awarehouse é importante para o desenvolvimento de um modelo de simulação, especialmente porque ele influencia fortemente a dinâmica da capacidade de armazenamento nas operações do armazém. De acordo com Nelson (2013), um processo de Poisson não estacionário é amplamente usado na prática para modelar processos de chegada que variam ao longo do tempo; e, se isso não for levado em conta, os resultados das principais medições podem ser gravemente afetados. Por outro lado, Gerhardt e Nelson (2009) demonstram que os tempos de inter-chegada de processos do mundo real tendem a se afastar da Poissoness por terem um coeficiente de variação muito maior ou menor. Um caso como esse é descrito por Brown et al. (2005), em que as operações foram analisadas em uma pequena central de atendimento bancário durante o período de um ano. Usando a análise da teoria das filas, o processo de atendimento foi dividido em três componentes fundamentais: (1) chegada de clientes, (2) paciência do cliente e (3) duração do serviço. Foram realizados testes estatísticos para cada componente para avaliar o comportamento. O processo de chegada foi então avaliado para determinar se era um processo de Poisson não homogêneo. Isso foi feito transformando os dados em uma sequência de variáveis aleatórias, independentes e identicamente distribuídas (i.i.d.), uniformemente entre [0,1], que foi então avaliada usando o teste Kolmogorov-Smirnov (K-S). Em seguida, foi realizada uma transformação logarítmica para avaliar se o processo era considerado um processo de Poisson não homogêneo (NHPP). Esses procedimentos condicionam o que, de outra forma, poderia ter sido considerado dados mal comportados com o objetivo de modelar de forma confiável um processo de chegada.
Por fim, as metodologias usadas para determinar o tamanho da capacidade de armazenamento do depósito, que são uma função da política de estoque (Ghiani et al. 2004), devem ser cuidadosamente consideradas no desenvolvimento de um modelo de simulação. No caso em que são atribuídas posições fixas de estocagem aos produtos, o espaço total necessário nas instalações do depósito é a soma do estoque máximo de cada produto dentro do período de avaliação. No caso de produtos com posições de armazenamento atribuídas de forma dinâmica ou aleatória, o espaço total necessário na instalação do depósito é simplesmente calculado com base no estoque máximo atingido no período de avaliação. Além disso, métodos matemáticos mais avançados para aproximar a capacidade máxima de armazenagem foram propostos na literatura. Por exemplo, Karakis et al. (2015) propuseram um modelo não linear com base nos parâmetros de entrada da capacidade de armazenamento e usando as especificações técnicas conhecidas do maquinário e os tamanhos dos produtos para determinar as dimensões de uma instalação de armazenamento.
A solução
Estrutura proposta
Descrição do processo
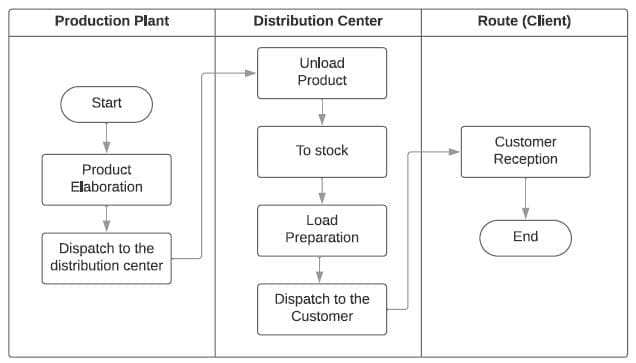
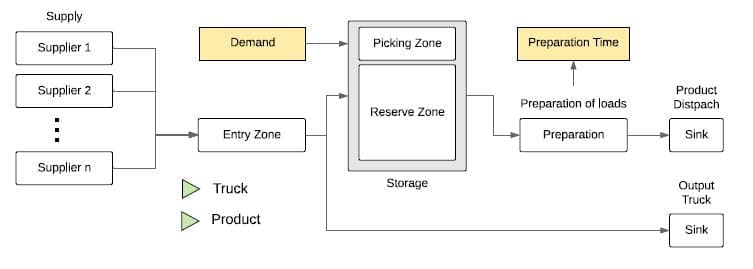
A Figura 1 ilustra a relação entre a planta de produção, o centro de distribuição e a rota de distribuição, resultando na entrega ao cliente. O processo começa com as várias fábricas fornecedoras programando a produção de acordo com uma previsão mensal. Uma vez produzida, a produção é despachada por caminhão para o centro de distribuição, onde o produto será descarregado, colocado no estoque, posteriormente recuperado para o processo de preparação da carga e colocado em um caminhão de entrega local. Uma vez despachado, o caminhão deixará o centro de distribuição e seguirá para os destinos do cliente ao longo de uma rota planejada. As fábricas de suprimentos gerenciam uma grande variedade de produtos, incluindo recipientes de garrafas de diferentes materiais, que são identificados exclusivamente por meio de um total de 324 unidades de manutenção de estoque (SKUs). Essa variedade contribui para a complexidade das operações do armazém, pois é necessário levar em conta o material do contêiner e as datas de vencimento. Além disso, as operações do armazém restringem a altura máxima de empilhamento devido a preocupações com a integridade da embalagem do produto, o que impõe uma restrição à capacidade de armazenamento. Ao mesmo tempo, a política da empresa estipula que os produtos despachados para os clientes devem estar a mais de 30 dias do vencimento. Para evitar a escassez que resultaria em perdas de vendas, é necessário manter um estoque suficiente no depósito para atender não apenas à demanda dos clientes, mas também para substituir o produto envelhecido descoberto que não pode ser despachado para os clientes.
Devido ao grande número de SKUs, é vantajoso estabelecer famílias de produtos, nas quais os produtos são agrupados de acordo com suas características. Isso melhora o desempenho computacional do modelo de simulação e abstrai a complexidade do problema. Os agrupamentos foram desenvolvidos com base em características que oferecem qualidades interessantes e relevantes para a modelagem de operações. Por exemplo: as informações do fornecedor podem ser usadas para determinar o comportamento dos produtos que chegam ao depósito; o material do contêiner fornece informações sobre a capacidade necessária para armazenar cada SKU; a quantidade de produto por palete (informação usada para calcular estoques); e o sabor do produto permite representar a intenção de demanda dos clientes. Assim, as famílias são agrupadas de acordo com o fornecedor, o material do contêiner, o tamanho do contêiner e o sabor do produto. O uso dessa abordagem de agrupamento resultou em um total de 61 famílias, sendo que seis delas eram produtos multipack.
Os níveis de estoque de produtos flutuam por vários motivos. Os fatores observados que contribuem para a flutuação geral do nível de estoque incluem fornecimento (50% da atividade), demanda (41%), expedição (6%), embalagens múltiplas (2%) e diversos (< 1%). Em geral, os aumentos nos níveis de estoque são amplamente influenciados pelo aumento do fornecimento, enquanto as reduções nos níveis de estoque são amplamente influenciadas pelas saídas para os clientes e pela construção de produtos multipack. A parametrização dessas operações é discutida nas subseções a seguir.
Os membros da equipe do armazém que realizam a recuperação do produto e a preparação da carga são empregados por meio de um dos três tipos de contratos: (1) emprego permanente em tempo integral, (2) emprego de prazo fixo e (3) um acordo de trabalho casual. Os contratos para um emprego permanente em tempo integral são os mais caros de manter, pois exigem contribuição previdenciária, assistência médica, salário e pagamento de horas extras. Os dois últimos arranjos são restritos por regulamentação governamental e não podem exceder onze meses de duração.
A produtividade durante as horas de turno é calculada como a soma das produtividades individuais, que depende diretamente dos níveis de conhecimento e fadiga de cada trabalhador. O nível de conhecimento de cada trabalhador é determinado pelo tempo em que ele trabalha na empresa, enquanto o nível de fadiga é determinado com base no número de turnos noturnos consecutivos trabalhados. A duração do contrato é um fator essencial a ser considerado no estudo, pois a produtividade da recuperação de produtos e da preparação de cargas está diretamente relacionada à rotatividade de pessoal. Com uma rotatividade maior, mais trabalhadores com contrato de trabalho de prazo fixo serão demitidos e substituídos por pessoal inexperiente, que precisará de um período de aprendizado antes de se tornar totalmente produtivo.
Parâmetros de modelagem
Conforme discutido por He et al. (2016), o processo de Poisson de chegada deve seguir as seguintes condições: N(0) = 0, chegadas independentes, os tempos de interchegada devem ser ajustados a uma distribuição exponencial, e o número de eventos em um intervalo de comprimento t é distribuído como Poisson com média l t para todos os s; t 0 (PfN(t+s)N(s) = ng=elt(lt)n=n!), o que também indica que um processo de Poisson tem incrementos estacionários com E[N(t)]=lt. Portanto, nesta pesquisa, as chegadas foram consideradas independentes entre os provedores, já que eles fornecem para famílias diferentes, e um procedimento para determinar a Poissoness das chegadas foi aplicado a cada provedor. Para verificar se o processo de chegada é Poisson, foi aplicada a metodologia descrita por Nelson (2013), que determina a razão entre a variância do número de chegadas e seu número esperado. Assim, os processos de Poisson não estacionários que satisfazem a razão não devem ser significativamente diferentes de um. Entretanto, os valores observados obtidos diferiram significativamente. Por exemplo, o índice calculado para o produto originário da região de Talca foi determinado como 2,23, indicando que um processo de Poisson não estacionário é inadequado. Além disso, o número de chegadas ao depósito originárias de Talca varia ao longo do ano, embora haja um aumento significativo constante antes dos feriados de Natal e Ano Novo, em dezembro, e do Dia da Independência do Chile, em setembro. Além disso, durante o inverno, a demanda por produtos é historicamente baixa.
Para superar o desvio da Poissoness, as flutuações nas remessas de produtos que chegam ao centro de distribuição foram capturadas no modelo usando taxas semanais. No entanto, o arredondamento inadequado dos valores decimais das taxas semanais resultou em 74 chegadas de caminhões acima do que foi observado na vida real, o que se traduz em um erro máximo de 74 30 = 2.220 paletes com excesso de estoque (onde a maior quantidade carregada por caminhão é de 30 paletes). Para obter uma estimativa melhor, passamos a representar os números decimais das taxas com distribuições discretas, de modo que o número esperado de cada distribuição semanal seja igual à taxa média calculada. Por exemplo, se a taxa for igual a 5,3 chegadas por semana, a distribuição discreta associada será Discreta(5;0:7; 6;1), pois 5 0:7+6 0:3 = 5:3. Por outro lado, o método mencionado obteve um número médio de chegadas de 2;085:83 2;086 em uma execução de 36 réplicas, o que significa um déficit de apenas nove paletes em relação ao que foi observado e um erro máximo de 930 = 270 paletes. Esse último procedimento foi usado para parametrizar o número de chegadas de caminhões ao centro de distribuição.
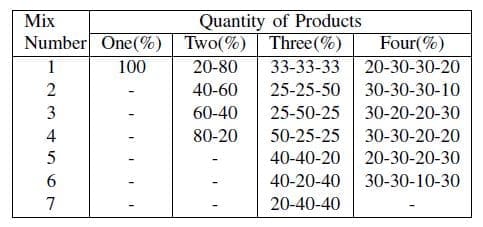
Quando um caminhão de entrada da fábrica chega ao centro de distribuição, é crucial determinar quais produtos e em que proporção eles compõem a carga. Para isso, foi criada uma densidade conjunta que incorpora três variáveis críticas: o tamanho do caminhão, os produtos contidos e as proporções da capacidade do caminhão alocadas para cada produto. Dessa forma, é possível determinar a probabilidade de que a chegada de um caminhão tenha uma capacidade de 28 paletes, sendo que 40% pertencem à família dois e 60% à família sete (nesse caso, a mistura é de 40-60). Com base nos dados históricos, a Tabela 1 apresenta os mixes de produtos que ocorrem com maior frequência. Além disso, para modelar os produtos contidos na carga, foi usado um vetor binário, em que cada posição representa o número da família correspondente, com um valor zero atribuído no caso de não incluir a família e um na situação oposta.
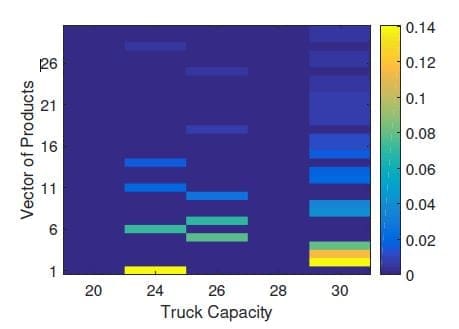
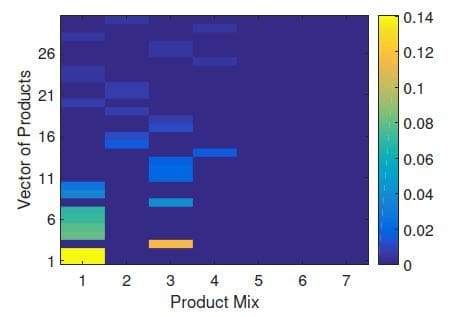
Em seguida, é apresentada a combinação das três dimensões da densidade conjunta preparada para modelar o conteúdo dos caminhões que chegam. Na Figura 2, o eixo horizontal representa a capacidade do caminhão, e o eixo vertical identifica os trinta vetores de produtos mais frequentes, o que inclui a predominância de chegadas de caminhões com capacidade de 30 paletes e os primeiros vetores de produtos, o que se traduz em uma maior probabilidade de ocorrência. A Figura 3 mostra a combinação Mix-Vetor (a terceira combinação, Capacidade-Mix, não é mostrada devido a restrições de limite de página).
Conforme discutido anteriormente, a saída do estoque de produtos é amplamente influenciada pela demanda do cliente. Para modelar isso, foram consideradas taxas semanais (di), determinadas por dj = å6 i=1 di j=6, em que di j corresponde à demanda da semana i, com i 2 1;2; :::;52 representando o número da semana do ano, e o dia j, com j dias da semana j 2 1;2; :::; 6.
Um procedimento semelhante foi realizado para as operações de expedição e de embalagem múltipla. Como ambas ocorrem ocasionalmente em uma semana, as taxas semanais foram determinadas com base em dados históricos, e foi definida uma probabilidade de ocorrência diária. Os valores correspondentes a "outras operações" foram ajustados empiricamente. Conforme mencionado anteriormente, a produtividade do turno depende do nível de habilidade e fadiga de cada trabalhador. O nível de especialização depende dos meses que o trabalhador tem na empresa: de 0 a 3 meses é considerado um nível iniciante, com uma produtividade esperada de 1.500 caixas; de 4 a 6 meses, nível médio, com uma produtividade esperada de 2.200 caixas; e, acima de 7 meses, é considerado um nível especialista, com uma produtividade esperada de 2.700 caixas. A variabilidade do desempenho da equipe foi especificada por especialistas no assunto que definiram a variabilidade em 200 caixas, que foi modelada usando uma distribuição PERT. Por exemplo, os trabalhadores com um nível médio de produtividade são expressos como PERT(2.000;2.200;2.400). Além disso, foi definida uma porcentagem de desconto para cada trabalhador com base no número de turnos noturnos consecutivos que ele havia trabalhado. Por exemplo, quanto maior o número de turnos noturnos sucessivos trabalhados, maior a porcentagem de desconto na produtividade. O nível de desconto por fadiga foi considerado como sendo de 10%, 20% ou 30%, dependendo do fato de o trabalhador ter trabalhado uma, duas ou três noites consecutivas, respectivamente.
Foi criada uma terminologia para manter o controle da equipe durante os experimentos de simulação. Os tipos de contrato foram identificados como permanentes (P), de prazo fixo (F) ou trabalho casual (C). Os níveis de especialização da equipe foram classificados como nível de especialista (E), médio (M) ou iniciante (P). Por fim, os turnos foram definidos como turno da manhã (M), tarde (T) ou noite (N). As combinações inviáveis foram excluídas.
Como as normas corporativas impedem o armazenamento de produtos fora do depósito, a utilização máxima do depósito foi usada para determinar a capacidade de armazenamento. Para isso, foi necessário monitorar o nível de estoque durante o período de simulação usando uma estatística do tipo Tally CapBodegaTally.Maximum. Em seguida, a capacidade do centro de distribuição para um tempo t é calculada como max C(t), em que C(t) é a capacidade do depósito no tempo t definida como C(t) = åni =1 Si(t)=Amax i . Além disso, Si(t) é o estoque da família i no tempo t, n é o número total de famílias e, por fim, Amax i é a pilha máxima permitida para a família i.
Construção e validação do modelo de simulação
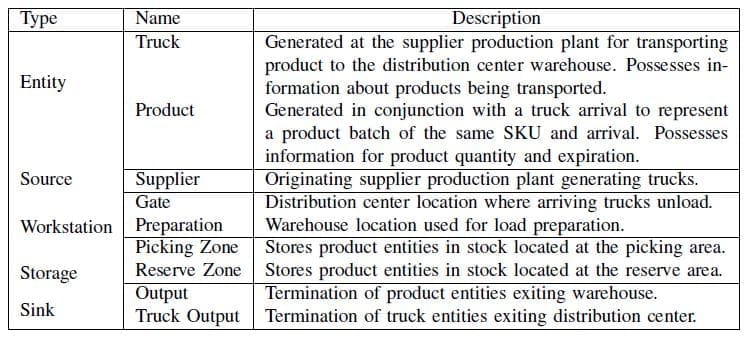
O modelo de simulação foi construído usando a plataforma do software de simulação Simio, seguindo as etapas de procedimento descritas por Law (2008). Os dados de apoio foram obtidos do sistema de gerenciamento empresarial SAP da empresa por um período de um ano, de outubro de 2016 a setembro de 2017. Os fluxos diários de produtos são modelados a partir dos vários fornecedores da planta de produção, passando pelas operações do armazém do centro de distribuição e terminando com a expedição do produto para os clientes. Com relação às operações de armazém, as chegadas de caminhões e a demanda de produtos ditam a dinâmica dos movimentos de produtos. A equipe de trabalho e a capacidade de armazenamento geralmente determinam a capacidade de resposta e a eficiência na conclusão das movimentações necessárias dos produtos. A Figura 4 ilustra o fluxo de produtos representado no modelo, e a Tabela 2 fornece uma descrição detalhada dos objetos de simulação. O modelo considera os fluxos diários de materiais com os quais os funcionários têm de lidar, como recebimento, embalagem e entrega, todos influenciados por variações na demanda. Assim, modelamos diariamente os níveis de estoque de cada família de produtos para calcular a utilização do armazém, as preparações de tempo de carga e, consequentemente, as necessidades de mão de obra.
Por exemplo, considere que o turno j 2 J tem L trabalhadores, e o nível médio de produtividade do trabalhador l é definido como NPl; além disso, o desempenho do trabalhador l é afetado por sua carga de trabalho acumulada, atribuída como cansaçol . Dessa forma, a produtividade do turno j é dada por PROj = åLl =1NPl (1tardinessl). Em seguida, as horas diárias necessárias para as operações de armazém T podem ser calculadas como T = åJj =1 minfhj; Qj PROj hjg, em que Qj é a demanda total a ser entregue durante o turno j e hj é o tempo total, em horas, disponível para as operações de carregamento e embalagem durante o turno j. Cada turno pode fornecer o mínimo entre o tempo total permitido e o tempo total permitido ajustado pela produtividade geral do turno após considerar o cansaço dos trabalhadores.
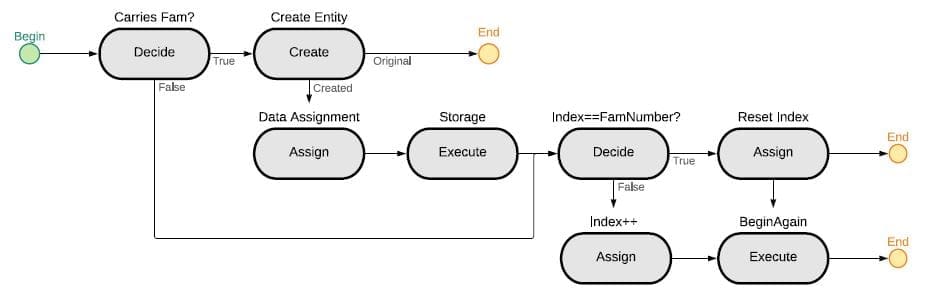
A Figura 5 ilustra o processo de criação do tipo de entidade Produto que entra nas operações do depósito. O processo utiliza um loop estruturado em que as entidades são criadas e recebem propriedades de acordo com as informações associadas ao caminhão de entrada. Quando um caminhão chega ao centro de distribuição, o produto é descarregado e atribuído à área de picking ou de reserva, conforme o caso.
A validação do modelo de simulação foi realizada comparando os resultados semanais simulados da capacidade do depósito com os resultados semanais observados, conforme mostrado na Figura 6. Devido à falta de registros históricos, o tempo de produção foi validado com base no julgamento de especialistas. Usando um teste t de Student para comparar as diferenças entre as duas médias de amostras não pareadas, a análise não encontrou nenhuma diferença estatisticamente significativa em um nível de confiança de 95%, em que se presumiu variações iguais. Os resultados simulados para os tempos de preparação da carga foram, em média, de 15,11 (0,020) horas, indicando que o trabalho na área de separação frequentemente se estendia muito além das metas de conclusão estabelecidas. Esses excessos de tempo resultam no atraso do início das rotas de entrega. Esse resultado foi confirmado como ocorrendo no sistema real pelo pessoal administrativo da empresa. Os resultados do processo de validação concluíram que o modelo de simulação é uma representação suficiente do processo do mundo real que pode ser usado para conduzir experimentos.
O impacto nos negócios
Experimentos e resultados
Os experimentos foram realizados usando uma série de cenários definidos e configurados no modelo de simulação para obter aproximações do tempo de preparação da carga e do tamanho máximo da capacidade do armazém. Além disso, três cenários de demanda, que incluíam níveis pessimistas, esperados e otimistas, foram usados para prever a demanda de produtos.
Ao desenvolver os experimentos, foi necessário definir o comportamento da demanda dentro do período de avaliação. Para isso, os dados históricos mensais foram analisados de janeiro de 2014 a setembro de 2017, e correspondentes a esse período foram feitas previsões para as vendas mensais em um horizonte de tempo de um ano. O melhor modelo de previsão de previsão foi determinado com base nos resultados do critério de informação de Akaike. Os cenários de demanda do produto foram definidos da seguinte forma: o cenário otimista foi arbitrariamente definido como 5% acima das vendas previstas, e o cenário pessimista foi arbitrariamente definido como 5% abaixo das vendas previstas. Isso proporcionou uma faixa de variabilidade da demanda.

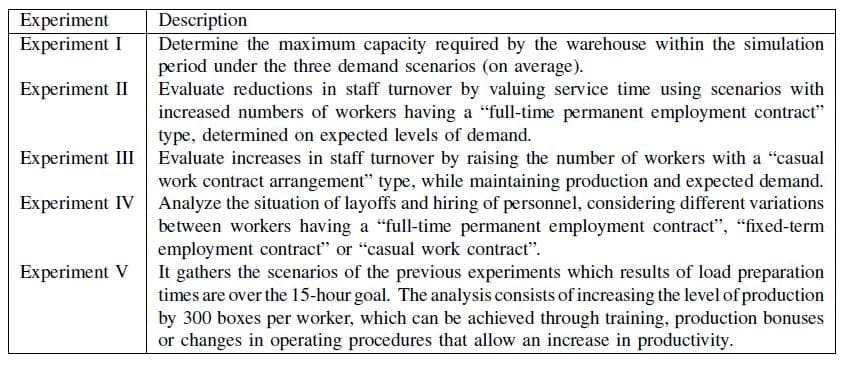
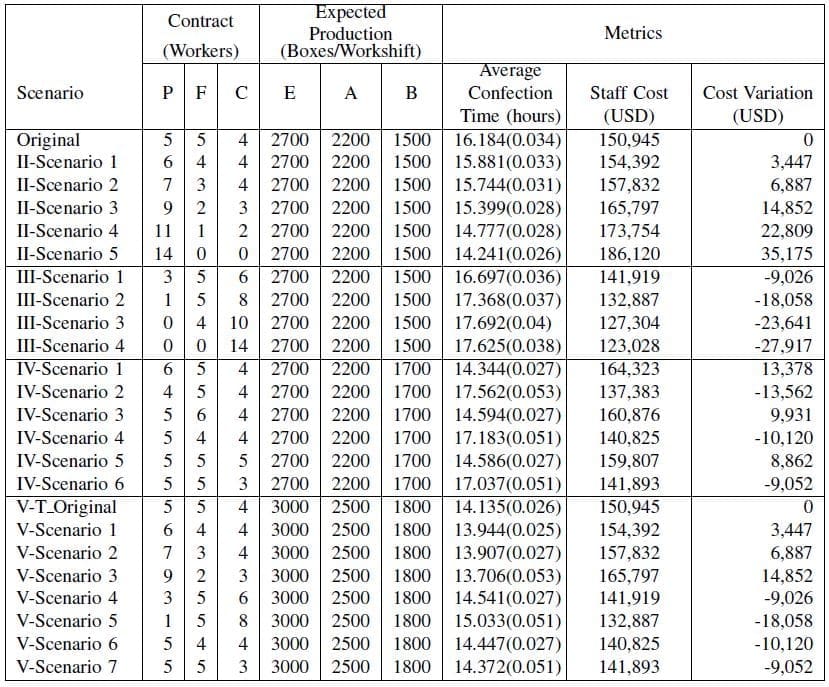
A Tabela 3 apresenta uma breve descrição de cada um dos experimentos. O experimento I é analisado de forma independente porque trata especificamente da análise da capacidade de armazenamento, enquanto todos os outros experimentos tratam de questões de pessoal. A Tabela 4 apresenta as entradas usadas no modelo de simulação do Experimento I. Por fim, a Tabela 5 mostra os resultados obtidos para a métrica de capacidade máxima usada durante o período simulado, incluindo o número correspondente de paletes, para cada um dos cenários de demanda. Em todos os cenários, observa-se que a capacidade máxima exigida é menor do que os dados históricos, o que é explicado pela presença de uma tendência negativa observável na série temporal da demanda de produtos.
Os parâmetros de entrada para cada um dos cenários nos experimentos restantes e os resultados correspondentes a esses experimentos são apresentados na Tabela 5, onde o desvio padrão é mostrado entre parênteses. O tempo de conclusão desejado, de acordo com os padrões definidos pela área de operações do depósito, é um tempo total de 15 horas, o que fará com que a preparação da carga seja concluída até as 9 horas da manhã, permitindo assim que o turno da manhã tenha tempo suficiente para evitar atrasos nas operações de distribuição e para concluir a limpeza do depósito. Em geral, os resultados mostram que um investimento em pessoal aumenta o nível geral de produtividade e, consequentemente, o tempo de preparação da carga diminui.

O Experimento V reúne os cenários encontrados em todos os experimentos anteriores em que o tempo médio de preparação da carga estava acima da meta de 15 horas. A análise consiste em aumentar o nível de produtividade para 300 caixas por trabalhador, o que pode ser feito por meio de treinamento, bônus de produção ou mudanças nos procedimentos das operações. Essas modificações são avaliadas para determinar se as cargas podem ser concluídas com uma duração inferior a 15 horas.
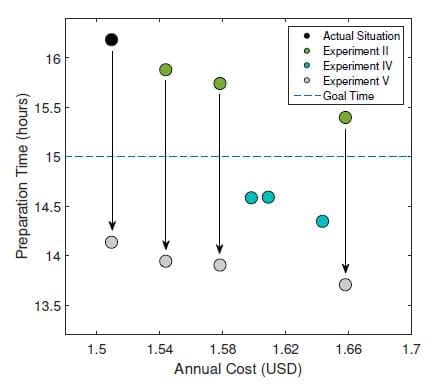
Os resultados dos experimentos II-V estão resumidos visualmente na Figura 7. A figura ilustra o impacto no tempo médio de preparação da carga em horas como resultado da despesa de investimento anual líquida alocada para a equipe, que também inclui o treinamento dos funcionários. A situação atual é desenhada por um círculo preto na figura, que faz referência à linha tracejada vertical (vermelha) para o nível de despesa anual atribuído à equipe, e a linha tracejada horizontal (azul) identifica a meta de tempo para a preparação da carga definida em 15 horas. Também são mostrados na figura círculos coloridos que representam os experimentos, sendo que o Experimento II é identificado em verde, o Experimento III em vermelho, o Experimento IV em azul e, por fim, o Experimento V em cinza. Além disso, a Figura 8 mostra a sensibilidade do parâmetro de treinamento em cenários em que o tempo de preparação da carga não foi atingido; os trabalhadores foram submetidos a treinamento adicional para aumentar sua produtividade em 300 caixas. A Figura 8 ilustra o impacto que o treinamento e a disposição a pagar terão sobre o tempo total de preparação. A diferença vertical entre os marcadores circulares indica a melhoria de desempenho esperada ao longo do tempo à medida que os novos trabalhadores ganham experiência, progredindo de 0 até a meta de 300 caixas.
De acordo com a Figura 7, todas as decisões baseadas no aumento de trabalhadores com contratos de baixo custo sem aumentar a equipe (Experimento II em vermelho) apresentam custos mais baixos do que a situação atual. No entanto, todos os cenários estão acima da linha tracejada azul, o que indica que eles não atingem a meta de tempo de preparação da carga. Por outro lado, os cenários que aumentam os trabalhadores com "contrato de trabalho permanente em tempo integral" sem aumentar o número de funcionários (Experimento III em verde) implicam uma melhoria na produtividade, mas somente os Cenários 4 e 5 têm um tempo de preparação inferior a 15 horas, embora correspondam aos níveis de investimento mais altos considerados neste estudo.
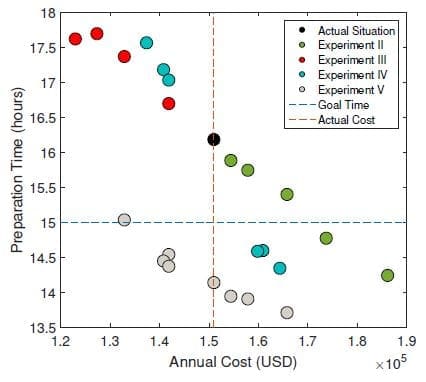
De acordo com as decisões relacionadas à contratação e demissão de trabalhadores, observa-se que a redução do quadro de pessoal gera resultados semelhantes aos obtidos pelo aumento de trabalhadores com um contrato de baixo custo (Experimento IV em azul). No entanto, o aumento do número de funcionários produz os melhores resultados, pois atinge o tempo de preparação da carga com o menor custo observado entre todos os cenários. Embora esses cenários estejam à direita da linha vermelha tracejada, eles implicam um aumento no custo.
Por fim, os cenários de aumento de produtividade, por meio de treinamento e/ou incentivos à produção, apresentam o melhor resultado, uma vez que se atinge o tempo de preparação de cargas com níveis aceitáveis de custo anual. Dependendo da metodologia utilizada para obter um aumento de produtividade de 300 caixas, haverá um custo associado que resultará em um deslocamento dos círculos cinza para a direita. Por exemplo, o Cenário 5 do experimento de treinamento (círculo cinza com menor nível de investimento e próximo ao tempo de preparação desejado) tem a maior folga (US$ 18.058) para investir em um programa de melhoria de produtividade, de modo a não exceder o custo anual gasto atualmente. Esse deslocamento colocaria esse cenário próximo à interseção das duas linhas tracejadas, atingindo uma produtividade maior do que a situação atual com o mesmo custo. É necessário considerar que esses resultados são baseados em um cenário de demanda esperada. Assim, no caso de um nível de demanda esperado mais alto, o Cenário 5 não atenderia aos padrões de produção devido à falta de folga em relação à meta de tempo de preparação (linha tracejada azul). Portanto, os cenários com programas de produtividade que consideram tanto a demissão de funcionários com "contrato de trabalho casual" quanto o aumento de contratos de curto prazo (Experimento V, cenários 4, 6 e 7) têm maior resiliência para absorver a variabilidade da demanda e, por sua vez, geram um excedente para investimentos em produtividade.
Com relação à capacidade de estocagem, Tompkins et al. (2010) mencionam que, quando um armazém ocupa 80% de sua capacidade, é sinal de que há uma demanda por mais espaço. Os resultados mostram que a capacidade máxima utilizada pelos produtos chega a 2.171,7 paletes em média, com 84,27% de utilização, para o cenário de demanda esperada. Em um nível de demanda otimista, a utilização chega a 84,92% e, em um cenário pessimista, a 82,47%. Esses resultados mostram que o armazém atinge limites em que precisa de mais espaço, pois excede 80% da capacidade. A capacidade do armazém deve ser de 2;224:7=0:8 = 2;714:63 2;715 paletes. Como apenas 2.577 locais de paletes estão disponíveis, é necessário aumentar a capacidade do armazém em 138 paletes. Embora os resultados estimados da capacidade do armazém não excedam 90% de uso, atualmente, o centro de distribuição precisa ocasionalmente armazenar produtos fora do armazém. Isso pode ser explicado pela perda de capacidade devido à grande variabilidade do armazém. Por exemplo, se uma determinada SKU tiver capacidade pré-atribuída para 10 paletes, mas apenas 7 estiverem em estoque, haverá essencialmente uma perda de capacidade equivalente a 107 = 3 paletes em termos de capacidade livre. Portanto, para obter um resultado mais específico, o conceito de atribuições de produtos deve ser incluído para capturar a variabilidade causada pelas restrições desse tipo.
Conclusões
Este estudo realiza uma análise quantitativa para orientar a gerência sobre a estratégia e os níveis de investimento necessários para atingir os padrões de produtividade estabelecidos para as operações de armazém. O ponto central desse estudo foi o estabelecimento de uma estrutura para lidar com as complexidades de um processo de chegada em que os produtos são recebidos de várias fábricas distantes usando caminhões de vários tamanhos, contendo diferentes misturas de produtos e diferentes proporções de produtos. Para reduzir essa complexidade, foram criados agrupamentos de famílias de produtos para representar um grande número de produtos que fluem pela operação do depósito. Além disso, foram criadas três densidades conjuntas com base nos agrupamentos de famílias para tratar com eficiência a capacidade de entrada de caminhões, a mistura de produtos e a mistura de capacidade. Essas abstrações melhoraram o desempenho computacional geral da simulação. Além disso, o ponto de design da estrutura foi benéfico para apoiar os procedimentos descritos para lidar com a falta de Poissoness descoberta no processo de chegada. O modelo de simulação resultante foi usado para realizar uma série de experimentos com base em cenários bem definidos para avaliar o efeito da capacidade de armazenamento das instalações e das estratégias de pessoal da força de trabalho sobre a produtividade e o custo.
A capacidade de armazenamento das instalações foi estudada usando uma previsão de demanda de produtos, especificada em níveis pessimistas, esperados e otimistas, e um procedimento para o planejamento da capacidade do depósito. Os resultados da análise apóiam a expansão da capacidade disponível do armazém dos atuais 2.577 locais de paletes para 2.715 locais de paletes. Nesse nível de capacidade, a utilização máxima do armazém será de cerca de 80% para o cenário previsto de demanda de produtos, satisfazendo as diretrizes do procedimento. Embora esteja fora do escopo deste estudo, trabalhos futuros devem ser realizados usando o modelo de simulação para examinar rigorosamente a perda de espaço na capacidade de armazenamento devido à variabilidade da alocação.
As estratégias de alocação de pessoal foram estudadas usando o modelo de simulação para realizar uma série de experimentos. Em geral, os resultados mostram que a demissão de um funcionário, para qualquer tipo de contrato de trabalho, leva a uma economia anual de até US$ 27.917; no entanto, essa decisão piorará os tempos de preparação da carga com excedentes acima de 2,5 horas. Observou-se que os cenários de contratação de mão de obra que atingem o padrão de 15 horas para a preparação da carga aumentam os custos anuais em pelo menos 6%. Além disso, quando são permitidas mudanças nos tipos de contrato dos trabalhadores, como a transição de "emprego de prazo fixo" ou "acordo de trabalho casual" para "emprego permanente em tempo integral", a rotatividade de pessoal diminui e os tempos de preparação da carga satisfazem o padrão estabelecido, embora com custos mais altos (US$ 22.809). Por fim, o treinamento aprimorado tem um resultado favorável, em que os tempos de preparação da carga atendem ao padrão estabelecido e é gerado um excedente de até US$ 18.058.
A disposição da empresa para pagar, ou fazer investimentos, em relação à equipe de funcionários é uma consideração fundamental na análise. Se a disposição da empresa para pagar for mínima ou nula, a melhor ação da empresa será demitir os trabalhadores sob o tipo de "contrato de trabalho de prazo fixo" antes da renovação e reinvestir essa economia em um programa de treinamento que aumente a produtividade do trabalhador, quando o investimento não exceder US$ 10.120 por ano. Como resultado, ocorrerá uma alta rotatividade de pessoal e será necessário um treinamento contínuo dos funcionários para melhorar a produtividade deles e atingir o padrão de tempo de preparação da carga.
Em comparação, se a empresa estiver disposta a pagar em relação à sua força de trabalho, recomenda-se uma das três alternativas: (1) contratar um trabalhador adicional por meio de um "contrato de trabalho ocasional" a um custo anual de até US$ 8.862, o que resultará na redução do tempo médio de preparação da carga para 14.586 horas; (2) desenvolver um programa de treinamento para melhorar a produtividade com um investimento anual máximo de até US$ 8.862, o que resultará na redução do tempo médio de preparação da carga para 14,135 horas; ou (3) permitir a mudança no tipo de contrato de "emprego de prazo fixo" para "emprego permanente em tempo integral", combinado com a alternativa 2, com um investimento anual máximo de até US$ 5.415, o que resultará na redução do tempo médio de preparação da carga para 13,944 horas. Como resultado, com a disposição de pagar pelo treinamento e pela contratação da força de trabalho, a produtividade do depósito será significativamente melhorada.
Biografias dos autores
RODRIGO DE LA FUENTE é professor assistente do Departamento de Engenharia Industrial da Universidade de Concepción (Chile). Ele é Ph.D. em Engenharia Industrial e de Sistemas pela Universidade Estadual da Carolina do Norte. Seu endereço de e-mail érodelafuente@udec.cl.
JUAN GATICA é bacharel em Engenharia Industrial pela Universidad de Concepción, Chile. Seu endereço de e-mail éjuagatica@udec.cl.
RAYMOND L. SMITH III é professor assistente do Departamento de Engenharia da East Carolina University, localizada em Greenville, Carolina do Norte. Ele é Ph.D. em Engenharia Industrial e de Sistemas pela Universidade Estadual da Carolina do Norte. Seu endereço de e-mail ésmithraym17@ecu.edu.
Referências
De Koster, R., T. Le-Duc e K. J. Roodbergen. 2007. "Design and Control of Warehouse Order Picking: A Literature Review". European Journal of Operational Research 182(2):481-501.
Frazelle, E. 2001. World-Class Warehousing and Material Handling (Armazenamento e Manuseio de Materiais de Classe Mundial). Nova York, Nova York: McGraw-Hill Education.
Gerhardt, I. e B. L. Nelson. 2009. "Transforming Renewal Processes for Simulation of Nonstationary Arrival Processes" [Transformando processos de renovação para simulação de processos de chegada não estacionários]. INFORMS Journal on Computing 21(4):630-640.
Ghiani, G., G. Laporte e R. Musmanno. 2004. Introduction to Logistics Systems Planning and Control. Chichester, West Sussex: John Wiley & Sons.
He, B., Y. Liu e W. Whitt. 2016. "Staffing a Service System with Non-Poisson Non-Stationary Arrivals". Probability in the Engineering and Informational Sciences 30(4):593-621.
Karakis, I., M. Baskak e M. Tanyas¸. 2015. "Analytical Model for Optimum Warehouse Dimensions" [Modelo analítico para dimensões ótimas de armazém]. Research in Logistics & Production 5(3):255-269.
Law, A. M. 2008. "How to Build Valid and Credible Simulation Models" (Como criar modelos de simulação válidos e confiáveis). Em Proceedings of the 2008 Winter Simulation Conference, editado por M. Rossetti, R. R. Hill, B. Johansson, A. Dunkin e R. G. Ingalls, 39-47. Piscataway, Nova Jersey: IEEE.
Liong, C. e C. Loo. 2009. "A Simulation Study of Warehouse Loading and Unloading Systems Using Arena". Journal of Quality Measurement and Analysis 5(2):45-56.
Nelson, B. 2013. Foundations and Methods of Stochastic Simulation (Fundamentos e Métodos de Simulação Estocástica): A First Course. Nova York, Nova York: Springer Science & Business Media.
Tompkins, J., J. White, Y. Bozerm e J. M. Tanchoco. 2010. Facilities Planning (Planejamento de instalações). Hoboken, Nova Jersey: John Wiley & Sons.